Rigid busbars are no longer a niche component reserved for traditional switchboards. They have become a core design choice in modern power architecture because OEMs are being asked to deliver more current in less space, with tighter temperature limits, cleaner layouts, faster assembly, and more predictable lifetime performance. That shift is visible across electric vehicles, battery energy storage systems, photovoltaic combiner and DC distribution assemblies, AI data centers, UPS systems, industrial automation, heavy machinery, and high-density low-voltage power distribution.
For B2B buyers, however, rigid busbars are often harder to purchase well than they first appear. A copper bar looks simple. In reality, the commercial outcome depends on far more than width, thickness, and price per kilogram. The right rigid busbar program is built around conductivity, temperature rise, short-circuit behavior, plating, joint design, tolerances, insulation strategy, manufacturability, compliance, packaging, and change control. A cheap quote can become an expensive program if the supplier sizes the bar too conservatively, ignores joint resistance, leaves burr control undefined, or cannot hold dimensional repeatability in volume production.
This guide is written for OEMs, project engineers, sourcing teams, and industrial buyers who need a practical, commercially useful framework for evaluating rigid busbars. It is intentionally written in plain English, but it does not oversimplify the engineering decisions that drive long-term cost, uptime, and field reliability. It also reflects the way modern busbar programs are actually purchased: as custom engineered current paths, not just as metal parts.
At JUMAI, we build soft and rigid copper busbars for demanding electrical systems and support buyers who also need adjacent capabilities such as precision stamping and deep-drawn metal accessories. That matters because the real buying decision is not merely “Who can cut copper?” but “Who can turn my electrical, mechanical, and assembly requirements into repeatable production hardware with controlled risk?” This article answers that question from a buyer’s perspective.
Table of Contents
Why rigid busbars matter more now
Rigid busbars are gaining importance because the systems around them are becoming more power-dense and more space-constrained. The International Energy Agency reports that global electric car sales exceeded 17 million in 2024, meaning more than 20% of new cars sold worldwide were electric, and its 2025 outlook says electric car sales are expected to exceed 20 million. At the same time, the IEA’s Energy and AI analysis projects global data center electricity consumption to roughly double to about 945 TWh by 2030, growing around 15% annually from 2024 to 2030. Those two trends alone explain why OEMs now care more about compact, efficient, thermally stable power interconnects.
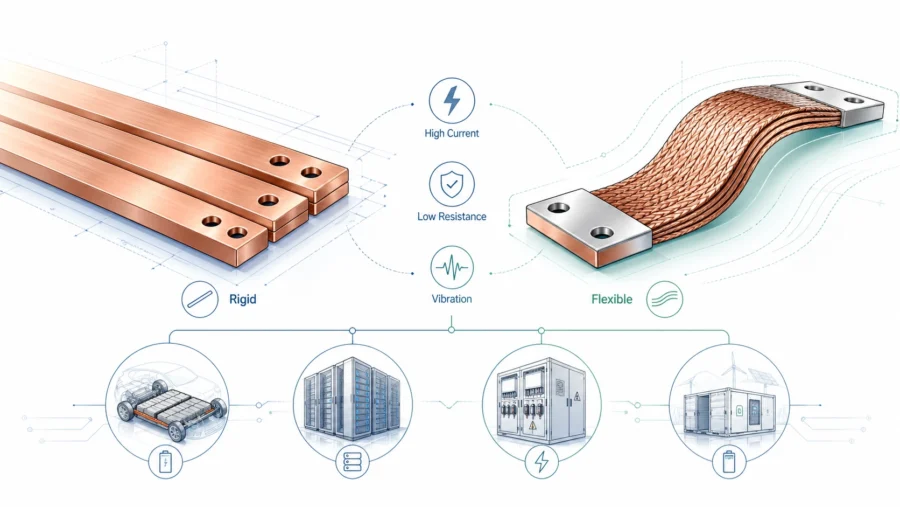
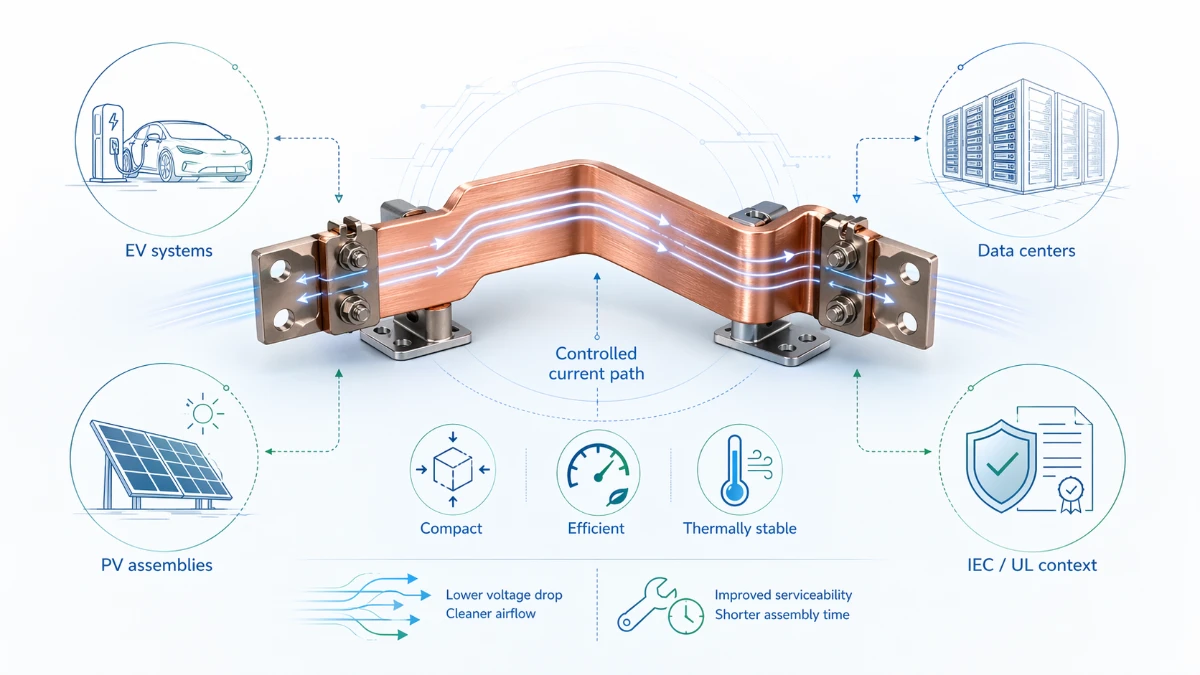
Rigid busbars are well suited to this environment because they make current paths visible, controlled, and repeatable. Compared with bulky cable harnesses, they let engineers define the exact electrical path, maintain stable clearances, simplify fastening, reduce routing variability, and make thermal behavior easier to analyze. In high-current assemblies, that can translate into lower voltage drop, cleaner airflow, improved serviceability, and shorter assembly time.
The table below shows why buying teams increasingly see rigid busbars as a strategic part rather than a commodity item.
| Industry signal | What the data says | Why it matters for rigid busbar buyers |
|---|---|---|
| EV growth | The IEA says electric car sales topped 17 million in 2024 and are expected to exceed 20 million in 2025. | More EV inverters, battery packs, charging systems, and power distribution assemblies require compact, high-current interconnects. |
| Data center growth | The IEA projects data center electricity consumption to reach around 945 TWh by 2030, with about 15% annual growth from 2024 to 2030. | AI servers, UPS, PDUs, switchboards, and busway-related equipment all benefit from low-resistance, thermally stable current paths. |
| PV and low-voltage assembly rules | IEC 61439-1 defines the general construction and verification framework for low-voltage assemblies, and IEC 61439-8 adds requirements for assemblies used in photovoltaic installations. | Buyers need busbars specified in a way that supports assembly verification, temperature-rise performance, and documentation. |
| North American safety context | UL 857 addresses busway requirements and UL 891 is widely applied to dead-front switchboards. | Procurement decisions should align with the standard landscape of the target market, not only the nominal current rating. |
The practical takeaway is simple: busbars are now part of the performance envelope of the full machine or electrical assembly. If your product is becoming smaller, hotter, higher-current, or faster to assemble, your busbar decisions deserve earlier design attention.
What a rigid busbar actually is
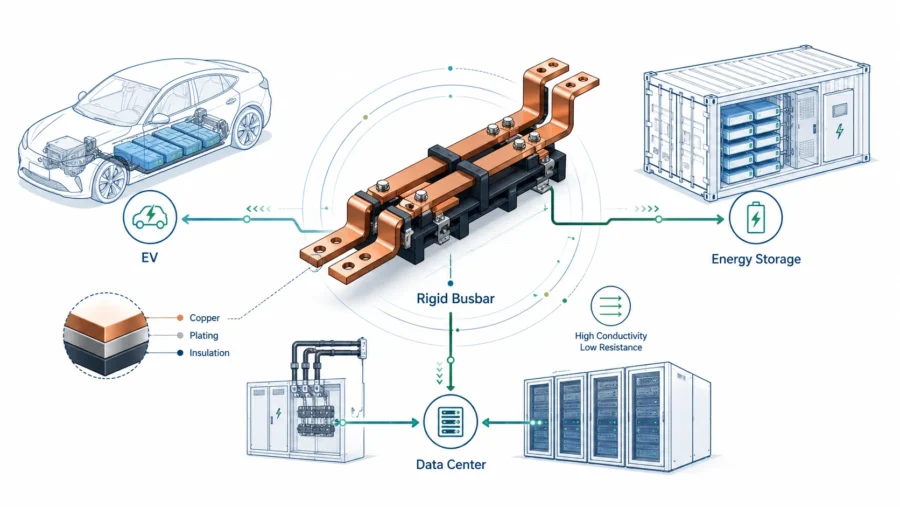
A rigid busbar is a solid or formed conductor, usually copper and sometimes aluminum, designed to carry significant current between fixed electrical points. The geometry can be flat, bent, stepped, punched, twisted, laminated only at local interfaces, or combined with brackets and insulators. In many OEM applications the busbar is not a generic stock strip. It is a custom current path engineered for a specific assembly, enclosure, creepage distance, bolt pattern, and current profile.
That is an important distinction for buyers. When your team says “rigid busbar,” the supplier may hear one of several different products:
- a simple rectangular flat bar cut from stock;
- a CNC-machined and punched copper conductor with tight positional tolerances;
- a bent and plated busbar with multi-hole terminations;
- an insulated rigid busbar for high-voltage compact packaging;
- a hybrid assembly that combines rigid sections with flexible foil or braided transitions;
- a current-carrying component integrated with stamped or deep-drawn hardware.
Those are not the same purchasing task. They do not carry the same process risk, cost structure, tooling strategy, or quality-control plan.
For that reason, B2B buyers should stop treating rigid busbars as interchangeable with “copper strip.” In a serious OEM program, the busbar is a functional component with electrical, thermal, mechanical, and manufacturing requirements. It should be specified and sourced that way.
Why OEMs often choose rigid busbars over cables
The decision is not that cables are bad and rigid busbars are always better. Cables remain the right answer where large movement, long routing freedom, or field flexibility dominate. But for many fixed high-current assemblies, rigid busbars provide a more controllable design platform. We explain this further in our comparison of rigid busbar vs. cable, but the key buying logic is worth summarizing here.
Lower and more predictable resistance
A properly designed rigid copper busbar provides a direct, low-resistance path with fewer conversion interfaces. That matters because electrical losses scale with I squared R. Even small increases in resistance show up as heat at high current. The Copper Development Association’s conductivity references and its busbar design resources make the same broader point: conductivity, temperature rise, and system efficiency are linked. If a buyer accepts an unnecessarily resistive solution, the equipment pays for it throughout its life.
Better space use
In compact enclosures, cables do not only occupy volume; they also create bend-radius requirements, obstruct airflow, and make maintenance harder. A rigid busbar lets the designer define the exact shape and terminal location required. That is why rigid conductors are so common in switchgear, converter cabinets, PDUs, UPS systems, and battery-related DC distribution assemblies.
Cleaner assembly and easier repeatability
A custom rigid busbar can be a drop-in component. Operators do not need to cut, strip, crimp, route, and secure multiple cable runs one by one. That reduces labor variability. It can also shorten build time and lower the chance of assembly errors such as reversed routing, inconsistent lug compression, or excess strain at the connection point.
Better short-circuit and structural behavior
Cables can move violently under fault conditions if not well restrained. Rigid busbars, when properly supported and spaced, offer a mechanically stable current path that is easier to brace and analyze. This does not remove the need for proper short-circuit design, but it often gives the OEM a clearer path to a robust assembly.
Better documentation and visual inspection
A rigid busbar system makes inspection easier. Surface finish, hole pattern, bend angle, and mounting interface are visible. That improves incoming inspection and PPAP-style approval workflows. In regulated or quality-sensitive programs, that visibility is valuable.
Copper remains the default material for premium rigid busbars
For many industrial buyers, the first material question is whether to choose copper or aluminum. The answer depends on application priorities, but copper remains the default in premium rigid busbar programs because it combines high conductivity, high thermal conductivity, good formability, stable joints, and compact packaging.
The Copper.org fact sheet provides a useful property comparison between electrical-grade copper and aluminum. For buyers, the most relevant values are summarized below.
| Property | Electrical-grade copper | Aluminum 1350 | Buyer implication |
|---|---|---|---|
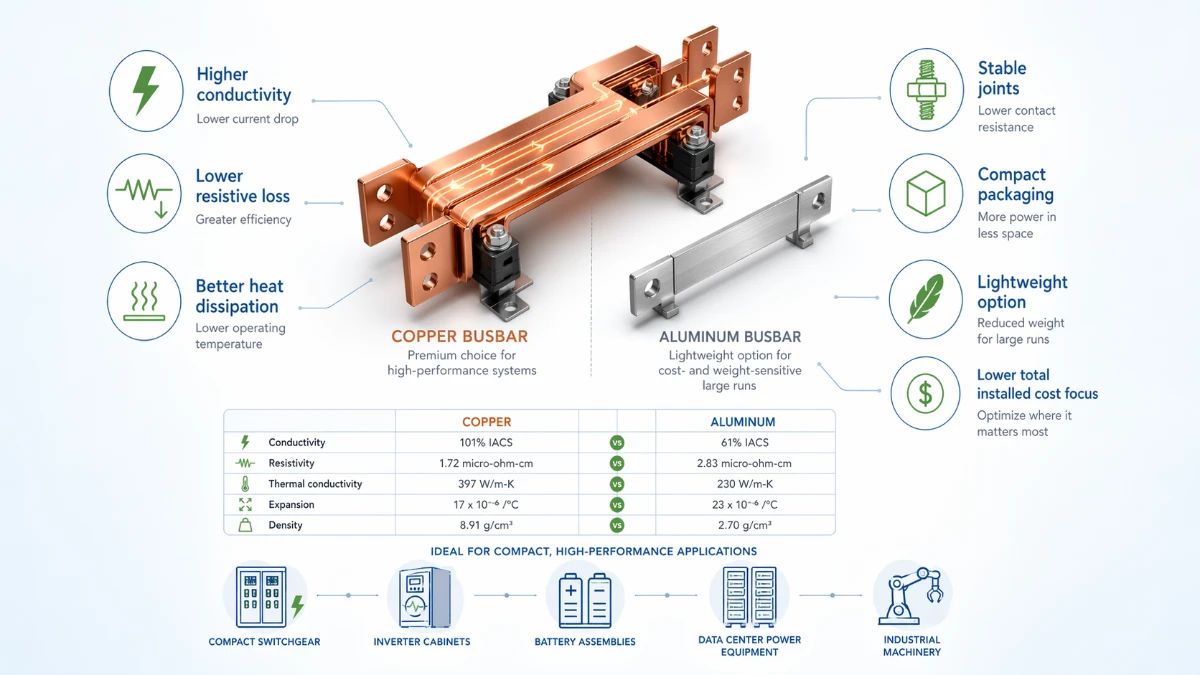
| Electrical conductivity (annealed) | 101% IACS | 61% IACS | Copper carries the same current with a smaller cross-section. |
| Electrical resistivity | 1.72 micro-ohm-cm | 2.83 micro-ohm-cm | Copper produces lower resistive loss at the same geometry. |
| Thermal conductivity at 20 C | 397 W/m-K | 230 W/m-K | Copper generally sheds heat better, helping dense layouts. |
| Coefficient of expansion | 17 x 10^-6 /C | 23 x 10^-6 /C | Copper expands less with heat, which can help joint stability. |
| Density | 8.91 g/cm3 | 2.70 g/cm3 | Aluminum is much lighter, which can matter in large runs. |
Copper is not automatically superior in every application. Aluminum can be attractive in large distribution systems where weight and material cost dominate and space is less constrained. But when buyers are working with compact switchgear, inverter cabinets, battery assemblies, data center power equipment, or industrial machinery where current density and joint quality matter, copper often wins because it reduces electrical compromise.
At JUMAI, many inquiries begin with a price comparison between copper and aluminum, but the correct commercial question is broader: what is the lowest total installed and operating cost that still meets your electrical, thermal, and mechanical targets? In many fixed, high-current OEM products, copper answers that question better than aluminum because the assembly can be smaller, the joint strategy simpler, and the thermal margin stronger.
The copper grade decision: not all copper is the same
“Copper busbar” is not a sufficient material specification. Buyers should understand at least the main classes of copper that may appear in rigid busbar programs. We discuss this in more detail in our busbar copper material guide, but the commercial summary is below.
| Copper grade | Typical designation | Conductivity profile | When buyers usually choose it | Main caution |
|---|---|---|---|---|
| Electrolytic Tough Pitch copper | C11000 / Cu-ETP | High conductivity; Copper.org lists C11000 at minimum 100% IACS in annealed condition | Default choice for most rigid busbars in power equipment | Contains oxygen, so special atmospheres or special joining processes may require review |
| Oxygen-Free Electronic copper | C10100 | Copper.org lists C10100 with minimum 101% IACS | Premium applications needing extremely high purity, special brazing, vacuum, or electronics-related conditions | Cost is higher and often unjustified for standard industrial assemblies |
| Oxygen-Free copper | C10200 | Copper.org lists C10200 with minimum 100% IACS | High-conductivity applications where low oxygen content is preferred | Usually more expensive than standard ETP |
| Phosphorus-deoxidized copper | C12200 | Copper.org lists C12200 at about 85% IACS | Some joining environments and applications where deoxidized copper behavior is valued | Lower conductivity means larger section may be needed for the same current |
For most rigid busbar projects, C11000 is the commercial sweet spot. It offers high conductivity, excellent availability, and compatibility with the manufacturing routes most OEMs need. The buyer should move away from C11000 only when a real application requirement justifies it, not because a sales brochure suggests a “premium” copper grade.
A good supplier should also be comfortable discussing temper and process history, because mechanical condition influences forming behavior and springback. If your part includes tight bends, controlled flatness, low twist, or a combination of punching and bending, the supplier’s route from raw material to finished part matters. That is where manufacturing expertise begins to separate serious busbar partners from traders.
A practical property snapshot for C11000
Because C11000 is the most common starting point for rigid busbars, it is worth looking at a few values buyers commonly ask about. The Copper.org C11000 profile and broader fact-sheet data provide the following useful reference points.
| Property | Typical value for C11000 / ETP copper | Why buyers care |
|---|---|---|
| Copper content | Minimum 99.90% Cu | Confirms high purity for electrical duty |
| Electrical conductivity | 100% IACS minimum in annealed condition; typical electrical-grade copper often cited around 101% IACS | Directly affects resistance and heat generation |
| Density | About 8.91 g/cm3 | Matters for weight and shipping calculations |
| Thermal conductivity | Around 226 Btu/sq ft/ft hr/F, approximately 391 to 397 W/m-K depending on source expression | Influences heat spreading and temperature rise |
| Coefficient of thermal expansion | Around 9.4 x 10^-6 /F, about 17 x 10^-6 /C | Helps engineers anticipate dimensional growth and joint behavior |
| Resistivity | About 1.72 micro-ohm-cm for annealed electrical-grade copper | Useful for first-pass resistance estimates |
For buyers, the message is straightforward: if the part is supposed to be compact, cool, and efficient, conductivity is not a marketing detail. It is central to lifecycle performance.
How to size a rigid busbar without overbuying or underbuying
Sizing is the place where many rigid busbar projects go wrong. Some suppliers quote the smallest section that looks likely to survive. Others quote a heavy section that is electrically safe but wasteful in copper mass, enclosure space, and cost. The correct answer sits between those extremes.
Start with the electrical load, but do not stop there
Current is the starting point, not the whole design input. A supplier cannot responsibly size a rigid busbar from amps alone. The following variables also matter:
- continuous current and duty cycle;
- AC or DC;
- allowable temperature rise;
- ambient temperature;
- enclosure effect and airflow;
- busbar orientation and spacing;
- plating and surface emissivity;
- number and type of joints;
- short-circuit requirement;
- mechanical support span;
- installation altitude if relevant;
- creepage and clearance requirements;
- whether the bar is bare, insulated, or boxed into a dense assembly.
This is why we encourage buyers to review our copper busbar ampacity guide before sending an RFQ. Ampacity is not a single universal number. It is the result of conditions.
Temperature rise is a business issue, not only a safety issue
The Copper Development Association busbar guidance recommends that for energy-efficiency considerations, busbar systems should be designed around a 30 C rise above ambient or less, and says temperature rises above 65 C are not recommended and are not energy-efficient. Buyers should pay close attention to that statement. An undersized bar may still “work,” but it can waste energy, run hotter, age surrounding insulation faster, and reduce confidence in the assembly.
In other words, a low quoted copper mass can hide a long-term operating penalty.
Use quick selectors only as first-pass references
The same Copper Development Association resource provides a quick selector for rectangular copper busbars. This is useful for early screening, but it is not a substitute for final verification. Even the table itself says the selected size must be verified. Buyers should use such data to sanity-check quotations, not to replace engineering validation.
Here is a simplified first-pass illustration derived from that reference for 30 C rise conditions. These are only rough starting points for discussion:
| Approximate continuous current | Example rectangular copper busbar sizes at 30 C rise | Buyer note |
|---|---|---|
| 100-149 A | 1/16 x 1/2 in or 1/16 x 3/4 in | Fine for small fixed distribution paths, not for dense hot enclosures without review |
| 500-599 A | 1/4 x 1 1/2 in or 3/8 x 1 in | Common range where joint resistance and mounting detail start to matter more |
| 1000-1249 A | 3/16 x 4 in or 1/4 x 3 1/2 in | Usually requires more disciplined thermal and short-circuit verification |
| 1250-1499 A | 1/4 x 4 in or 3/8 x 3 1/2 in | Often triggers broader layout questions, support spacing, and enclosure heat strategy |
A buyer should never force a supplier to hold to a quick-selector dimension if the actual enclosure, duty cycle, plating, or joint count says otherwise. But if one supplier quotes a bar half the cross-section of everyone else, this table tells you to ask harder questions.
Current density is useful, but dangerous when treated as a rule
Many buyers ask for a simple current-density value in A/mm2. That can be useful for rough benchmarking, but it becomes misleading if treated as a design law. The same current density may be reasonable in one installation and wrong in another because surface area, cooling, joint count, and ambient conditions differ. A competent supplier will talk about temperature rise and installation conditions, not just current density.
Do not ignore voltage drop and joint loss
At higher currents and longer paths, buyers should ask for more than a bare-section recommendation. A useful supplier review should discuss:
- estimated conductor resistance;
- voltage drop along the path;
- joint resistance assumptions;
- expected steady-state temperature rise;
- recommended torque and joint hardware;
- whether the design margin is aimed at safety minimum, performance optimum, or lowest lifecycle cost.
That is particularly important in battery systems, inverters, data center distribution products, and other equipment where every avoidable watt of loss becomes heat to remove.
The geometry decision: shape matters as much as area
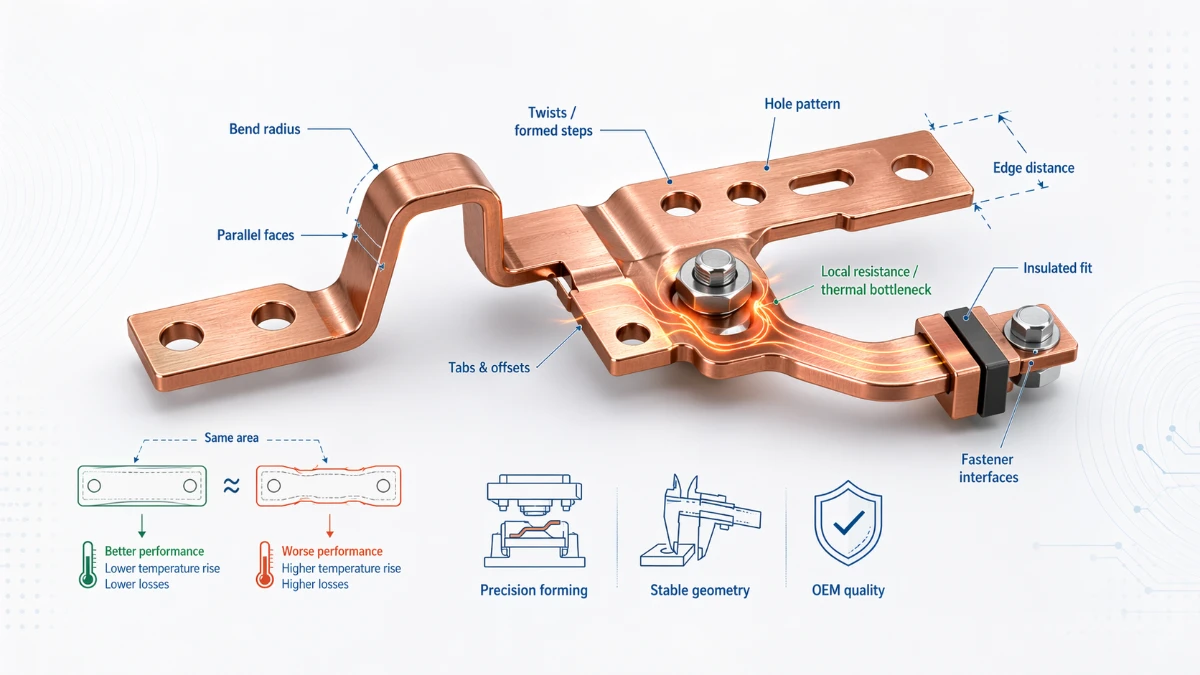
Two busbars can have the same cross-sectional area and behave differently in the real assembly. Buyers often focus on thickness and width but overlook the rest of the geometry. In rigid busbar procurement, the following details can materially change performance and manufacturing cost:
- length-to-width ratio;
- bend count and bend radius;
- edge condition;
- hole size and edge distance;
- number of fastener interfaces;
- local neck-downs around holes or slots;
- whether the part includes tabs, offsets, twists, or formed steps;
- flatness requirement after plating;
- parallelism at mating faces;
- whether the bar must fit inside an insulated sleeve or molded carrier.
Hole patterns deserve special attention. Bolted joints remove material exactly where current has to transfer, and the local geometry influences current distribution and heat. If the bar is heavily perforated or the overlap is poorly designed, the effective resistance of the jointed region can become the real thermal bottleneck, not the main bar.
This is one reason OEM buyers should prefer suppliers who understand not only copper supply but also manufacturing geometry. Our work in precision copper busbars and in stamping die development reflects that reality. Stable electrical performance often depends on stable manufacturing geometry.
Surface finish, plating, and contact strategy
The best bulk conductor can still perform badly if the contact strategy is wrong. Buyers should therefore treat finish and interface condition as first-class specification items.
Bare copper
Bare copper is attractive because it preserves material simplicity and avoids plating cost. In protected indoor environments with good joint design and controlled assembly, it can be the right choice. However, bare copper oxidizes, and that oxidation can complicate contact stability if surfaces are not prepared and protected correctly.
Tin-plated copper
Tin plating is widely used because it improves corrosion resistance, supports solderability, and provides a more stable surface than bare copper in many industrial environments. The Copper.org tin-coating guide describes tin as offering corrosion protection and a better contact surface than bare copper metals. For many general industrial busbar programs, tin is the default commercial finish.
Silver-plated contact areas
Silver plating is often justified at critical high-current contact zones where stable low contact resistance matters and where the economics support it. Buyers should not assume silver is always necessary, but they should understand why some systems specify it. For example, Schneider Electric notes that its Power-Zone bus design uses silver-plated copper contact surfaces. That does not mean every busbar should be silver-plated. It does show that contact-surface engineering is a legitimate design lever in serious power systems.
What buyers should ask
When finish matters, the RFQ should define more than “tin-plated” or “silver-plated.” Ask for:
- plating type and thickness range;
- whether plating covers the full part or only contact zones;
- base material and temper before plating;
- masking rules if some zones must remain unplated;
- post-plating flatness requirement;
- handling and packaging rules to protect contact surfaces;
- salt spray or environmental test expectations if relevant.
A buyer who leaves finish ambiguous often receives quotations that cannot be compared fairly.
Joint design is where rigid busbar programs win or fail
A rigid busbar system is only as good as its joints. Buyers should not focus exclusively on the bar body and overlook the interface.
Bolted joints
Bolted joints remain common because they are serviceable and easy to assemble. But they work well only when the overlap length, hole layout, flatness, surface condition, washer strategy, torque control, and mating material stack are properly defined. Too little contact pressure raises resistance. Too much can damage the surface or distort the part. Poor hole placement can create local current crowding.
Welded or brazed joints
In some assemblies, welded or brazed joints reduce part count and improve compactness. They can also introduce manufacturing and inspection requirements that not every supplier manages well. If the product must be field serviceable, a permanent joint may be undesirable. Buyers should align the joining method with the maintenance philosophy of the equipment.
Dissimilar-metal interfaces
Where copper meets aluminum, steel, or plated hardware, buyers need to think about galvanic behavior, contact preparation, and long-term stability. This is especially important in humid, outdoor, or contaminated environments.
Torque, washers, and process control
A good busbar drawing does not end at “M8 hole.” It should define the actual assembly logic or reference the assembly work instruction. In many quality escapes, the root cause is not the copper itself but inconsistent installation torque, missing conical washers, contaminated surfaces, or poor handling of plated contact faces.
Mechanical strength, vibration, and support spacing
Rigid busbars are often chosen because they feel mechanically stronger than cables, but that does not make them self-proving. Buyers should review the mechanical context carefully.
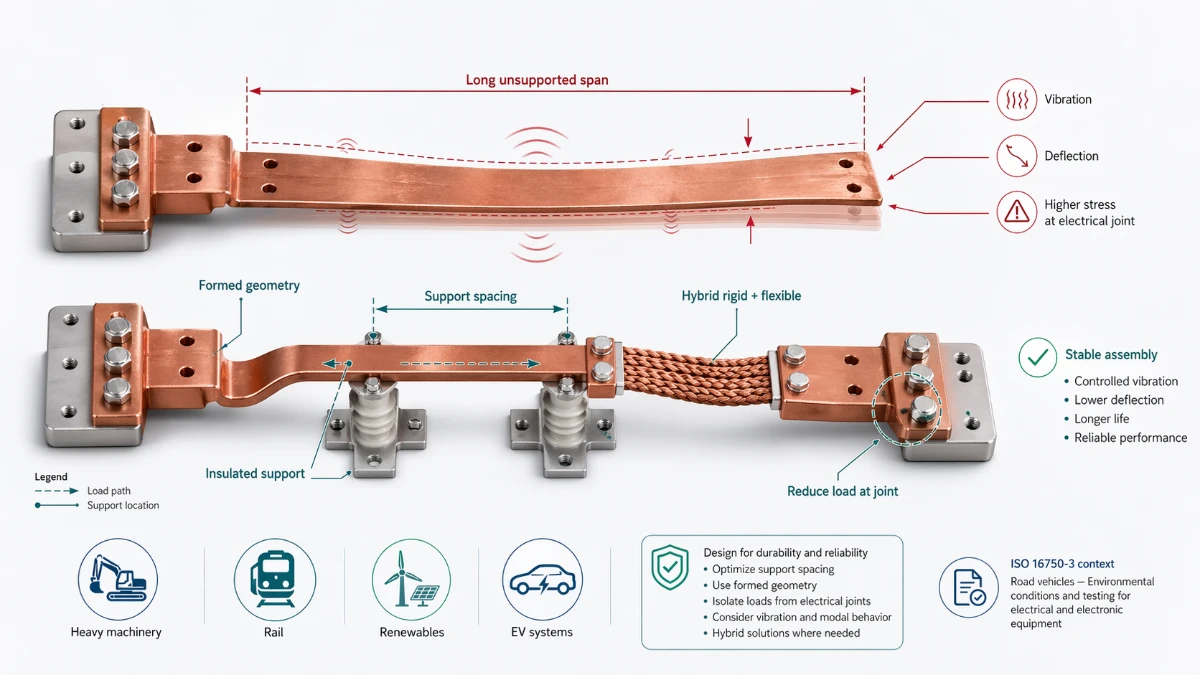
The Copper.org mechanical properties table for rectangular busbars exists for a reason: stiffness and deflection matter. A bar that is electrically adequate can still be mechanically poor if it spans too far, resonates under vibration, or distorts under assembly load.
This matters especially in:
- heavy machinery;
- rail and traction-related equipment;
- engine-adjacent industrial systems;
- renewable energy equipment exposed to vibration;
- EV and commercial vehicle power assemblies.
If the product faces automotive or mobility-like vibration, buyers should discuss the applicable test environment early. ISO 16750-3 is part of the standard landscape for road-vehicle environmental and mechanical loads. That does not mean every rigid busbar is an automotive part, but it does mean vibration should be specified, not assumed away.
In many practical cases, the best answer is not “make the rigid bar thicker.” It is to adjust support spacing, introduce a formed geometry, add an insulator, or combine rigid and flexible sections so the mechanical loads do not travel directly into the electrical joint.
For applications with meaningful movement or thermal expansion, buyers should also review our discussion of flexible vs. rigid precision copper busbars. Often the most reliable system is a hybrid one: rigid where fixed routing matters, flexible where movement must be absorbed.
Standards and compliance: define the target before requesting quotes
One of the most common commercial mistakes in rigid busbar sourcing is asking suppliers for a quote before defining the standards context. Suppliers can make a busbar to your drawing, but if your drawing is disconnected from the governing assembly standard, your procurement process will look cheaper than it really is. The cost reappears later during test failure, redesign, delayed approvals, or market-entry problems.
Here are the main categories buyers should align early:
Assembly standards
If the busbar will be part of a low-voltage assembly, IEC 61439-1 is a foundational reference in many markets. For PV-related low-voltage assemblies, IEC 61439-8 is especially relevant. In North America, UL 891 and the busway-oriented UL 857 may shape design expectations depending on the product category.
Machinery-related electrical context
If the busbar sits inside machine electrical equipment rather than a pure distribution assembly, IEC 60204-1 can become part of the larger compliance picture.
Material and environmental compliance
For many export-oriented OEMs, buyers also need material declarations linked to RoHS and REACH. These do not by themselves guarantee busbar performance, but they are standard procurement requirements and should be part of the supplier documentation plan.
Internal qualification standards
Many industrial buyers operate under internal standards that are more demanding than the market baseline. These may cover:
- allowable temperature rise;
- salt spray performance;
- plating adhesion;
- contact resistance drift after cycling;
- vibration endurance;
- packaging and cleanliness;
- identification and traceability;
- PPAP, FAI, or specific control-plan requirements.
A good supplier will ask about these items before quoting. A weak supplier will quote first and ask later.
Manufacturing routes: why process capability matters to buyers
From the outside, rigid busbar manufacturing may look like cutting, punching, and bending copper. In real OEM programs, process capability is what determines whether the first sample becomes a stable production part.
Common manufacturing steps include:
- material sourcing and incoming certification;
- slitting, sawing, laser cutting, or blanking;
- punching and slotting;
- CNC machining for local detail;
- deburring and edge conditioning;
- bending or forming;
- annealing or stress-relief where applicable;
- cleaning and plating;
- insulation coating or sleeving if required;
- dimensional and surface inspection;
- electrical resistance or continuity checks;
- final packaging to protect interfaces.
What matters commercially is not that these steps exist. It is whether the supplier knows when each step becomes critical.
For example, if a busbar has multiple bends close to hole patterns, positional tolerance can drift if the process sequence is wrong. If a part is plated before the flatness-critical operation, contact faces may no longer sit correctly. If burr direction is uncontrolled, assembly damage or insulation wear can follow. If packaging is poor, perfectly good contact faces arrive scratched or contaminated.
That is why a rigid busbar buyer should ask the supplier to explain not only the part but the route. Our experience with stamping-die fundamentals is relevant here because repeatable busbar quality is often a tooling-and-process problem, not merely a raw-material problem.
Prototyping, validation, and first-article expectations
A serious rigid busbar procurement plan usually includes at least one prototype stage before volume release. Buyers should use that stage for more than dimensional inspection.
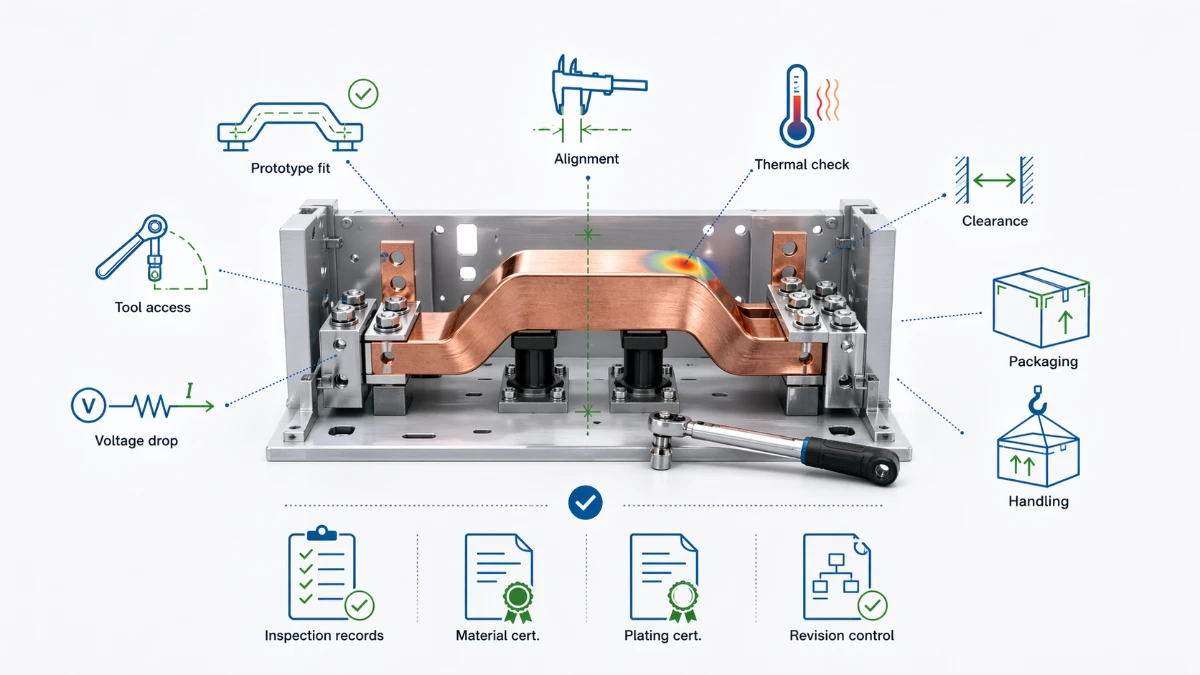
At minimum, prototype validation should confirm:
- fit in the real enclosure or assembly;
- accessibility for tools and torque application;
- alignment with mating studs, breakers, cells, or terminals;
- creepage and clearance achievement in the real geometry;
- expected thermal behavior under representative load;
- acceptable voltage drop if relevant;
- no harmful interference with covers, airflow, or adjacent components;
- packaging and handling robustness.
If your application is demanding, the prototype stage should also address vibration, thermal cycling, joint stability, and plating performance. Prototype validation is not a luxury. It is usually the cheapest place to discover that a hole location, bend direction, support point, or plating choice needs to change.
For higher-volume programs, first-article approval should also include manufacturing evidence: inspection records, material certificates, plating certificates if relevant, and clear revision control. If the first sample is hand-finished in a way that the production process cannot replicate, the buyer has learned very little.
Failure modes buyers should anticipate
Rigid busbars usually fail slowly before they fail dramatically. Smart procurement teams know the common failure modes and write them out of the program early.
Overheating at joints
This is one of the most common real-world problems. The main bar looks adequate, but the overlap, torque, plating, flatness, or contamination at the joint creates higher contact resistance. Heat then localizes at the interface.
Hidden undersizing
A supplier may quote a busbar that passes a simple ampacity conversation but leaves little thermal margin once enclosure heating, duty cycle, and adjacent hot components are considered.
Distortion after plating or forming
Long flat busbars with multiple operations can warp. If the contact zone no longer sits flat, electrical performance suffers even though the dimensions “on paper” look acceptable.
Burr and edge damage
Poor edge condition can cut insulation, complicate handling, or concentrate stress near bends and holes. This is a manufacturing-discipline issue, not just a cosmetic issue.
Corrosion and surface degradation
Outdoor, chemical, humid, or salt-laden environments can punish poor finish choices. Bare copper that works indoors may not be the right commercial choice outdoors.
Revision drift
In recurring OEM programs, a small geometry change can affect fit, resistance, plating mask, or packaging. Without disciplined change control, buyers end up receiving “equivalent” parts that are not equivalent at all.
Understanding the real cost of a rigid busbar
Many quotations fail to reveal where cost truly comes from. Buyers often compare only price per part and miss the structural drivers underneath.
The main cost drivers are usually:
- copper mass;
- copper grade;
- plating type and thickness;
- machining and hole complexity;
- bend count and tolerance difficulty;
- tooling investment;
- prototype count;
- inspection level;
- packaging requirements;
- logistics and trade terms;
- annual volume and schedule stability.
Copper mass is obvious, but geometry efficiency is often a bigger lever than negotiation. A smarter design can reduce copper weight, simplify forming, and shorten assembly time simultaneously. That is why the best suppliers challenge the drawing constructively. They are not trying to change your design for convenience. They are trying to remove waste without hurting performance.
The Copper Development Association’s busbar sizing resources are useful here because they frame busbar size as a lifecycle-cost problem, not merely a first-cost decision. Buyers should apply the same logic in sourcing. A bar that is too small can cost more in energy loss, heat management, service risk, and redesign than it saves in raw metal.
A simple total-cost lens for buyers
When comparing suppliers, ask which quotation is best on these five dimensions, not just on price:
- Electrical efficiency – Will the quoted geometry keep losses and temperature rise under control?
- Assembly labor – Does the part simplify build time and reduce wiring variability?
- Field reliability – Are joint design, finish, and tolerances likely to remain stable in service?
- Change risk – Can the supplier support design iteration without losing control of the process?
- Scalability – Will the sample route transfer cleanly into repeatable mass production?
That is the cost conversation mature OEM teams should have.
What to include in an RFQ for rigid busbars
A strong RFQ improves quote quality faster than any negotiation tactic. Many busbar RFQs fail because they include only a 2D shape and nominal current. That forces the supplier to make silent assumptions. Silent assumptions are where bad procurement outcomes begin.
The RFQ package should include as many of the following as possible:
| RFQ item | Why it matters |
|---|---|
| 2D drawing with critical dimensions and tolerances | Defines manufacturability and quality expectations |
| 3D model if available | Helps detect assembly conflicts and bend-direction issues |
| Continuous current, overload profile, and duty cycle | Needed for thermal and section sizing |
| AC or DC and operating voltage | Affects clearances, insulation, and sometimes layout logic |
| Ambient temperature and enclosure condition | Strongly affects temperature rise assumptions |
| Short-circuit requirement | Influences support, spacing, and structural robustness |
| Base material and preferred grade | Prevents apples-to-oranges quotations |
| Finish or plating requirement | Major cost and performance variable |
| Joint-interface details | Defines hole pattern, overlap, torque logic, and mating hardware assumptions |
| Required standards or market destination | Tells suppliers what compliance context to support |
| Prototype quantity and target SOP volume | Helps align tooling strategy and pricing |
| Inspection plan or documentation need | Clarifies certificates, FAI, control plan, and traceability expectations |
| Packaging requirements | Protects contact surfaces and fit-critical geometry during transport |
If some variables are still open, say so explicitly and ask the supplier to propose options. Procurement does not get stronger by pretending uncertainty does not exist. It gets stronger by making uncertainty visible and comparable.
How to compare rigid busbar suppliers intelligently
Many busbar quotes look similar because they summarize the part at a very high level. Buyers should therefore compare the supplier, not just the line item.
Here is a practical scorecard.
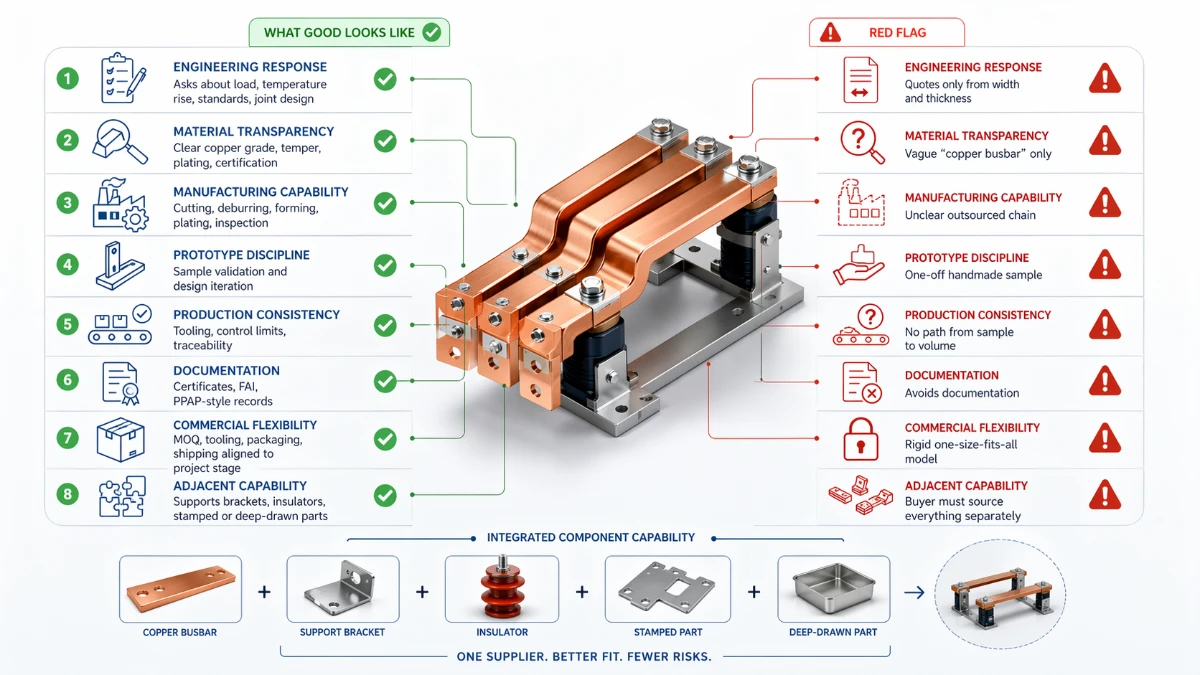
| Evaluation area | What good looks like | Red flag |
|---|---|---|
| Engineering response | Supplier asks about load profile, temperature rise, standards, and joint design | Supplier quotes instantly from only width and thickness |
| Material transparency | Clear copper grade, temper, plating route, and certification plan | “Copper busbar” with no grade or process detail |
| Manufacturing capability | Can explain cutting, deburring, forming, plating, and inspection route | Outsourced chain is unclear or changes by batch |
| Prototype discipline | Can support sample validation and design iteration | Treats sample as a one-off handmade exercise |
| Production consistency | Has plan for tooling, control limits, and traceability | Cannot explain how sample becomes volume production |
| Documentation | Comfortable with certificates, FAI, PPAP-style records if needed | Avoids documentation questions |
| Commercial flexibility | Can align MOQ, tooling amortization, packaging, and shipping method to program stage | One rigid commercial model for all customers |
| Adjacent capability | Can support related brackets, insulators, stamped parts, or deep-drawn accessories where useful | Forces the buyer to source every adjacent part elsewhere |
This is exactly where a supplier like JUMAI can create value. We do not only machine copper. We support broader component integration across precision copper busbars, rigid-versus-flexible design decisions, and adjacent stamped or deep-drawn metal parts that often appear in the same assembly stack.
Application-specific buying guidance
Rigid busbars do not serve every industry in the same way. Buyers should tune the sourcing strategy to the actual use case.
EV and battery systems
In EV power electronics and battery-adjacent assemblies, compact packaging, low inductive path length, repeatability, and thermal behavior are central. Rigid busbars often work best in fixed modules, inverter sections, fuse interfaces, and junction structures. Where cells or modules move thermally, a hybrid solution may be smarter. That is why many EV programs combine rigid busbars with local flexible sections rather than forcing one architecture everywhere.
Data centers, UPS, and AI power infrastructure
As server density rises, current paths must remain compact, cool, and maintainable. The IEA’s data center outlook makes this trend impossible to ignore. In these applications, rigid busbars are attractive because they help maintain neat power architecture, reduce cable clutter, and simplify service access. Buyers should emphasize temperature rise, access for torque tools, and clean packaging of mating surfaces.
Switchgear, switchboards, and distribution assemblies
This is the classic home of rigid busbars. Here the priorities usually include standards alignment, temperature-rise verification, short-circuit bracing, clear labeling, and consistent fabrication. Buyers should ensure the supplier understands the standards context and not only the copper geometry.
Renewable energy and PV assemblies
PV-related DC systems often work within tight enclosures and elevated ambient temperatures. IEC 61439-8 is part of the relevant reference landscape for assemblies used in photovoltaic installations. Buyers should pay close attention to finish, creepage, environmental durability, and the interaction between busbar routing and thermal hot spots.
Industrial machinery and heavy equipment
Here the busbar may live inside a harsh mechanical environment. Vibration, maintenance access, contamination, and occasional shock loads matter as much as conductivity. Buyers should not hesitate to specify support detail, protective finish, and validation requirements rather than leaving them implicit.
Why internal integration matters in busbar sourcing
One reason buyers often struggle with rigid busbar programs is that the “busbar part” is only one element of the final current-carrying assembly. The complete solution may involve brackets, shields, insulating carriers, stamped tabs, formed terminals, deep-drawn covers, or custom hardware. When these items are split across too many suppliers, tolerance stack-up and schedule risk increase.
That is why our broader manufacturing scope matters. JUMAI supports soft and rigid copper busbar production, publishes guidance on custom precision copper busbars, explains the differences in rigid busbar vs. cable, and also works with the tooling logic described in our article on stamping die basics. For a buyer, that means fewer handoff points and better control of the assembly around the conductor itself.
Integration does not mean every project should be fully bundled. It means the supplier should be capable of seeing the full assembly problem. That capability often prevents expensive downstream surprises.
A practical buying checklist
Before you release your next rigid busbar RFQ, confirm that your team can answer these questions:
- What is the true continuous current, not just the marketing rating of the machine?
- What temperature rise are you willing to accept?
- Is the installation AC or DC, and what is the actual voltage class?
- What is the ambient condition inside the enclosure at full load?
- Are you optimizing for lowest first cost, lowest lifecycle cost, or smallest package?
- Is C11000 sufficient, or is another copper grade genuinely required?
- What finish is appropriate for the environment and joint strategy?
- Which standards shape the assembly?
- Is the product subject to vibration, thermal cycling, or corrosive exposure?
- Do you need a rigid-only solution, or a rigid-plus-flexible hybrid?
- What documentation must the supplier provide?
- Which dimensions are truly critical and which are negotiable?
- What packaging is required to protect the contact zones?
- How will revisions be controlled after prototype approval?
If your team cannot answer most of these questions yet, that is not a failure. It simply means the sourcing project is still in definition mode and should be treated as a technical-commercial collaboration, not as a commodity buy.
Frequently asked questions about rigid busbars
Are rigid busbars always made from copper?
No. Aluminum is also widely used, especially in large distribution systems where weight and raw material economics matter. But copper remains the default in many premium OEM applications because of its higher conductivity, higher thermal conductivity, and more compact current-carrying potential. For many buyers, the real decision is not “copper or aluminum?” but “Does this application reward copper enough to justify the extra material cost?” In compact, high-current, high-reliability assemblies, the answer is often yes.
Is C11000 the best material for every rigid busbar?
Not for every situation, but it is the right default for a very large share of industrial busbar projects. Copper.org’s C11000 data shows why it is widely used: high copper content and high conductivity. Buyers should move to OFE or oxygen-free grades only when the operating environment or joining requirement genuinely demands it.
How do I know whether the quoted busbar is oversized or undersized?
Ask the supplier to show the assumptions. Current alone is not enough. You need to understand ambient temperature, allowable temperature rise, enclosure effect, current type, duty cycle, and joint count. Compare the proposal against reputable first-pass references such as the Copper Development Association’s busbar resources and its quick selector table, but insist on final application-specific verification.
Should I specify tin plating or silver plating?
That depends on environment, interface criticality, and cost target. Tin plating is a common and commercially practical choice for many industrial busbars because it supports corrosion resistance and surface stability. Silver plating may be justified in critical high-current contact zones where joint performance and low contact resistance are especially important. Buyers should avoid copying another project’s finish without checking whether the actual environment and interface are similar.
Can rigid busbars replace cables everywhere?
No. If the assembly includes movement, vibration isolation requirements, thermal displacement, or installation flexibility that a solid conductor cannot absorb, cables or flexible busbars may be better. In many advanced systems, the best answer is a hybrid architecture. Our article on flexible vs. rigid precision copper busbars explains why.
What standards should I mention in a rigid busbar RFQ?
Mention the standards that govern the final assembly or market destination, not just a copper product standard. For low-voltage assemblies, that may mean IEC 61439-1; for PV assemblies, IEC 61439-8; for North American switchboard or busway contexts, UL 891 or UL 857. For machinery, IEC 60204-1 may also be relevant. Environmental compliance requirements such as RoHS and REACH should be stated if required by your market or internal system.
What documentation should a qualified supplier be ready to provide?
That depends on the program, but buyers commonly ask for material certificates, plating certificates, dimensional reports, first-article inspection, traceability records, declaration of conformity to material restrictions, and sometimes control plans or PPAP-like documentation. If a supplier resists basic documentation on a critical current-carrying component, that is a commercial warning sign.
What is the biggest hidden risk in rigid busbar sourcing?
The biggest hidden risk is assuming the busbar is “simple” and therefore can be sourced on geometry and price alone. Most expensive failures actually come from undefined interfaces, silent thermal assumptions, weak process control, or poor revision management. The copper itself is often the least mysterious part of the project.
Why many OEMs choose JUMAI for custom rigid busbars
Buyers do not need another vendor who can only repeat the drawing back to them. They need a manufacturing partner who understands why the drawing looks the way it does and when it should be challenged for better performance or lower total cost.
JUMAI is positioned for that role because our work goes beyond raw copper conversion. We support soft and rigid copper busbars for demanding power applications, publish practical engineering guidance on busbar material selection and ampacity considerations, and bring adjacent metal-forming capability that matters when the busbar is only one part of a larger current-carrying assembly. That combination helps OEMs reduce vendor complexity, shorten design loops, and improve the transition from prototype to mass production.
Just as important, we understand that procurement is not only about technical feasibility. It is about quote clarity, reasonable tooling strategy, stable process planning, communication speed, and the confidence that the sample you approve is genuinely representative of what production will deliver.
Final thoughts
Rigid busbars deserve to be purchased as engineered assets, not as anonymous copper strips. When buyers define the real operating conditions, choose the right copper grade, align the compliance context, scrutinize the joint strategy, and qualify the manufacturing route, rigid busbars become one of the most efficient ways to improve power density, assembly repeatability, and long-term reliability.
That is why the best rigid busbar projects usually begin with better questions, not lower prices.
If your team is planning a new switchgear platform, battery-related power assembly, PV combiner architecture, data center distribution product, or industrial machine power path, JUMAI can help you move from rough concept to manufacturable solution. Start with your application data, drawing package, and target market requirements, and we can help convert them into a busbar specification that makes commercial and engineering sense.
For deeper reading before you send your RFQ, you can also review our resources on custom precision copper busbars, rigid busbar vs. cable, and flexible vs. rigid busbar architectures.