In high-current electrical systems, a copper busbar is often judged first by its size, copper grade, hole position, bend accuracy, insulation design, and current rating. Those details matter. Yet one small surface decision can determine whether the busbar remains stable after years of heat, humidity, vibration, maintenance cycles, and bolted contact pressure: the plating.
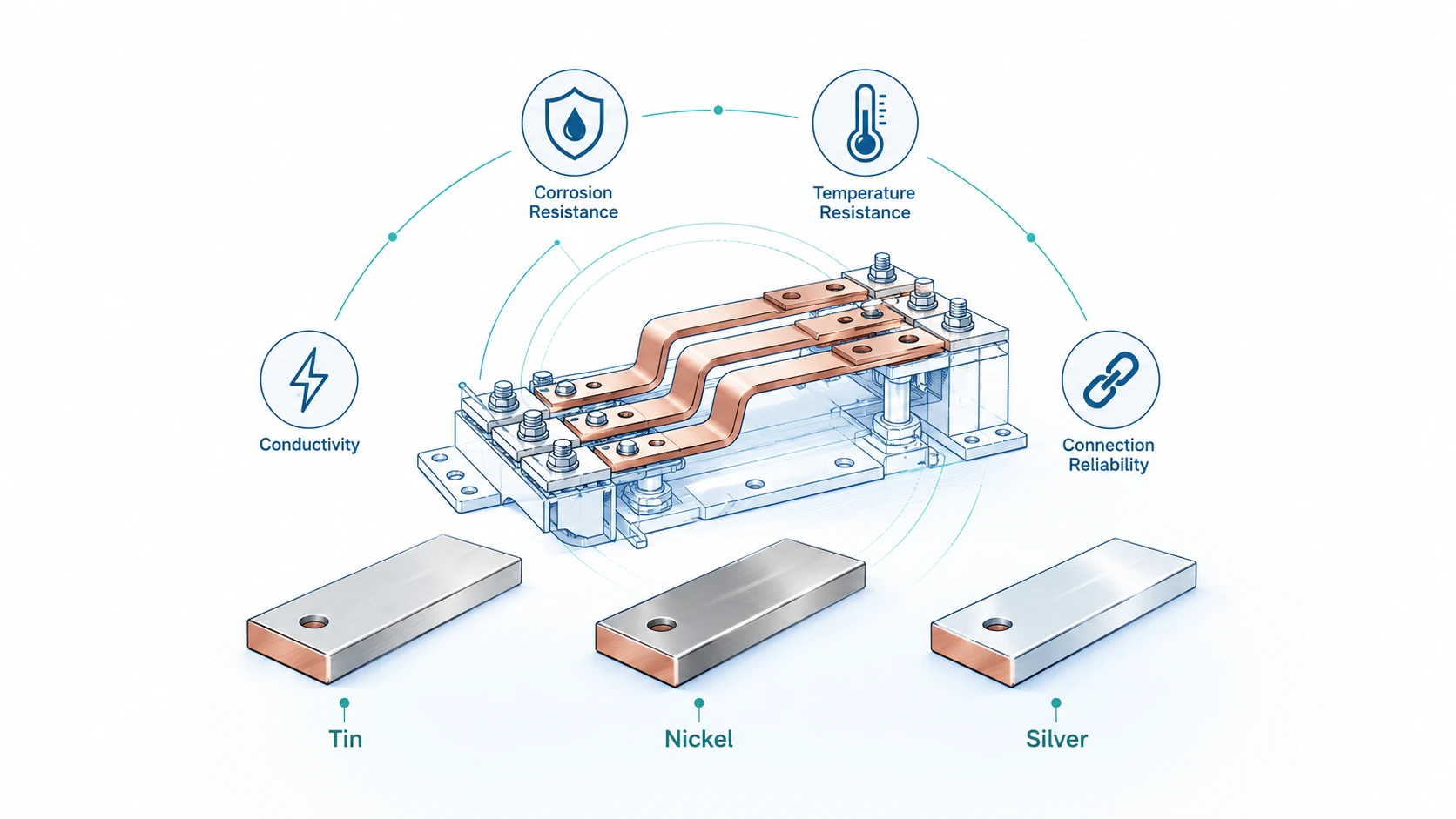
For custom Rigid Busbars, plating is not cosmetic. A bright metallic surface may look simple, but tin, nickel, and silver each solve a different engineering and commercial problem. Tin plating protects copper from oxidation and gives a practical low-resistance contact surface for many industrial assemblies. Nickel plating improves hardness, heat resistance, and corrosion resistance in difficult environments. Silver plating offers excellent electrical and thermal contact performance, especially when micro-ohm joint resistance matters, but it adds cost and requires careful specification.
This guide is written for engineers, procurement managers, OEM buyers, and project teams who need to choose plating for custom copper rigid busbars without over-specifying the part or taking unnecessary reliability risk. It also explains how JUMAI approaches plated busbar projects as a manufacturing and application problem rather than a simple surface-finish checkbox. For broader background on rigid busbar material and layout decisions, readers can also review JUMAI’s rigid busbar design guide, copper busbar ampacity calculation guide, and compact enclosure busbar design guide.
The practical answer is not “tin is always enough” or “silver is always better.” The correct plating depends on current level, temperature, mating material, contact pressure, sulfur or salt exposure, service life expectation, maintenance access, and total project cost. A plated rigid busbar should be specified as part of the joint system: copper base metal, plating stack, contact surface preparation, hole tolerance, fastener design, washer selection, torque plan, and inspection method.
Table of Contents
Why plating matters on rigid copper busbars
Copper is selected for busbars because it combines high electrical conductivity, good thermal conductivity, formability, and mechanical reliability. The International Annealed Copper Standard, usually expressed as %IACS, remains the common reference for conductor performance. The Copper Information Center explains that the IACS reference for copper is based on 100% IACS at 20°C and that modern high-conductivity copper can reach or exceed 101% IACS because of improved processing methods. Its published comparison lists silver at 106% IACS, copper at 100% IACS, unalloyed aluminum at 61% IACS, iron at 17% IACS, lead at 8% IACS, and stainless steel at 2% IACS. See the Copper Alliance explanation of how copper sets the standard for electrical conductivity for the underlying reference.
However, a busbar does not fail only through the bulk copper. Many failures begin at the contact interface. Two flat-looking copper surfaces do not actually touch across the full area. They touch at microscopic high points. When a bolt clamps the joint, those high points deform, creating real metal-to-metal contact. If the surface is oxidized, contaminated, scratched, under-plated, poorly cleaned, or insufficiently compressed, the joint resistance rises. Higher resistance creates more heat. More heat accelerates oxidation and stress relaxation. The result can be a feedback loop that creates a hot joint long before the copper bar itself is undersized.
Plating helps by controlling the contact surface. Tin, nickel, and silver are used because they can protect copper, improve contact behavior, reduce corrosion risk, or meet a specific service environment. ASTM standards reflect this functional purpose. ASTM B545 for electrodeposited tin coatings states that tin coatings are used to provide a low contact-resistance surface, protect against corrosion, facilitate soldering, and provide anti-galling properties. ASTM B689 for engineering nickel coatings emphasizes properties such as hardness, wear resistance, load-bearing behavior, corrosion resistance, heat scaling resistance, fretting resistance, and fatigue resistance. ASTM B700 for electrodeposited silver coatings describes silver coatings for engineering use, including electrical contact characteristics and high electrical and thermal conductivity. These standards are useful because they remind buyers that plating is an engineered surface layer, not a decorative finish.
For JUMAI’s custom rigid busbar work, this distinction is important. A buyer may send a drawing that simply says “tin plated copper busbar.” That can be enough for a prototype, but it is usually incomplete for stable production. A stronger drawing or RFQ should define the plating material, minimum thickness, plating area, masked areas, underplate if needed, visual requirement, adhesion requirement, contact zones, insulation windows, inspection method, and any standards or test reports required by the project.
The three plating options at a glance
The table below summarizes the practical difference between tin, nickel, and silver plating for copper rigid busbars. The values are not a substitute for project-specific testing, but they help buyers understand why the lowest unit price is not always the lowest system cost.
| Plating option | Main reason to use it | Typical strengths | Main cautions | Common busbar applications |
|---|---|---|---|---|
| Tin plating | General-purpose oxidation protection and practical low-resistance bolted contact | Cost-effective, solderable, widely available, good for many indoor panels and copper-to-aluminum interfaces when properly designed | Limited high-temperature margin, possible fretting or whisker concerns in some electronics contexts, porosity if too thin | Switchgear, control cabinets, battery cabinets, power distribution panels, general OEM busbars |
| Nickel plating | Harder, more wear-resistant and corrosion-resistant surface; useful as a barrier or underplate | Good hardness, wear resistance, heat scaling resistance, corrosion resistance, and fretting resistance | Higher contact resistance than silver or tin if joint design is poor; may need higher contact pressure; not selected mainly for conductivity | High-temperature zones, corrosive atmospheres, repeated mating, underplate for other finishes, harsh industrial equipment |
| Silver plating | Lowest-contact-resistance premium finish for high-current, high-temperature, or critical joints | Excellent electrical and thermal conductivity, strong contact performance, useful where micro-ohm stability matters | Higher material and processing cost, tarnish management in sulfur environments, theft/scrap sensitivity, needs thickness control | High-current switchgear, critical contact joints, power electronics, high-reliability busbar joints, specialized thermal/electrical interfaces |
A simple way to frame the decision is this: use tin when the environment is moderate and cost control matters; use nickel when hardness, heat, corrosion, or barrier performance matters; use silver when the contact interface is so critical that lower and more stable joint resistance justifies the cost.
The commercial stakes behind a surface finish decision
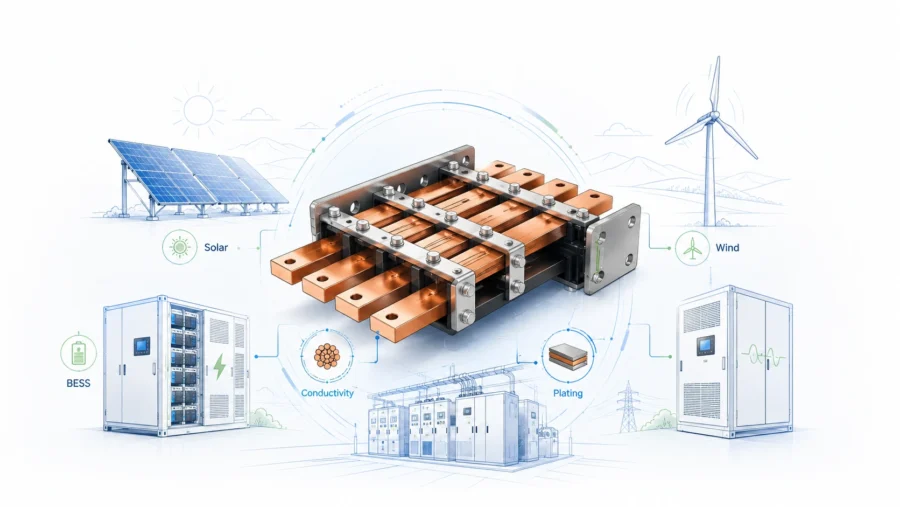
The growth of electrification makes plated busbars more important. Electric vehicles, battery energy storage systems, high-density data centers, renewable energy converters, and industrial automation all push more current through smaller packages. The International Energy Agency reported that global electric car sales exceeded 17 million in 2024 and represented more than 20% of new cars sold worldwide in its Global EV Outlook 2025. The IEA also reported in April 2026 that capital expenditure by five large technology companies exceeded USD 400 billion in 2025 and was set to increase by a further 75% in 2026 in the context of AI and data center power demand, according to its article on data centre electricity use.
These markets have one common requirement: reliable power distribution in compact spaces. In that context, a rigid copper busbar is not just a conductor. It is also a thermal path, mechanical support, assembly datum, and electrical interface. If a plated joint creates unexpected temperature rise, the failure can affect the enclosure, insulation, semiconductor module, battery module, breaker connection, or service schedule.
From a procurement perspective, plating decisions also affect lead time and supplier capability. Tin is widely available and normally the easiest finish to source. Nickel may require tighter control of surface preparation and adhesion, especially if it is used as an underplate or barrier layer. Silver may require more careful quotation because the price is affected by precious metal cost, recovery control, masking, and thickness verification. In low-volume projects, the engineering and setup cost may be more important than the deposited metal cost. In high-volume OEM programs, a difference of a few microns over a large plated surface area can materially affect annual purchasing cost.
This is why JUMAI recommends that buyers define performance requirements first, then choose plating. Start with the current, voltage, temperature rise target, ambient environment, mating material, contact pressure, service life, standards, and maintenance plan. Then decide whether tin, nickel, silver, or a combined stack such as nickel under tin or nickel under silver is justified.
Tin plating for rigid copper busbars
Tin plating is the most common finish for copper rigid busbars because it solves the most common surface problem at a reasonable cost. Bare copper naturally oxidizes. Copper oxide can increase contact resistance, especially in bolted joints that are not cleaned or protected. Tin plating provides a more stable contact surface for many indoor electrical environments and helps protect the copper from oxidation before assembly.
ASTM B545 is a common reference for electrodeposited tin coatings. Its published scope and abstract state that electrodeposited tin coatings are used for low contact resistance, corrosion protection, solderability, and anti-galling, and that coatings are grouped by service class based on minimum thickness and severity of service. Buyers do not need to become plating specialists, but they should understand the logic: a thin tin deposit may look acceptable, but porosity and discontinuities become more important as thickness decreases. A busbar drawing should therefore specify a minimum thickness where the plating is functionally needed, not just say “tin plated.”
Tin is especially useful when the busbar will be bolted to compatible tin-plated terminals, copper lugs, tinned cable lugs, plated breaker pads, or aluminum-related interfaces that have been properly designed. In many low-voltage panels and power cabinets, tin provides the best balance between performance, availability, and cost. For commercial and industrial projects where the equipment will operate in indoor or protected environments, tin is often the default finish.
However, tin has limits. It is softer than nickel and silver. It can suffer from fretting wear under vibration if the joint is not properly clamped. At elevated temperatures, long-term stability depends on the thickness, contact force, base material, intermetallic growth, and environment. Tin may also be less attractive where the assembly faces high heat, repeated mechanical cycling, strong corrosive atmospheres, or sulfur-rich environments.
Typical tin plating specification logic
A practical tin-plated rigid busbar specification should answer these questions:
| Specification item | Why it matters for tin-plated rigid busbars | Practical buyer note |
|---|---|---|
| Plating standard | Creates a common language between buyer, busbar manufacturer, and plater | ASTM B545 is often referenced for electrodeposited tin coatings |
| Minimum thickness | Controls porosity, durability, and corrosion protection | Avoid vague terms such as “standard tin”; define local minimum thickness in contact areas |
| Matte or bright finish | Affects appearance, stress, solderability, and whisker risk discussion | Matte tin is often preferred for engineering finishes unless appearance is a major factor |
| Plated area | Avoids unnecessary cost and protects contact zones | Consider selective plating only on contact pads when full-body plating is not needed |
| Masking and insulation windows | Prevents plating or coating conflicts in areas that require insulation, welding, or assembly clearance | Define keep-out zones around bends, holes, welded studs, and coating boundaries |
| Post-plating handling | Prevents scratches, fingerprints, stains, and storage corrosion | Require packaging that separates plated faces and protects contact zones |
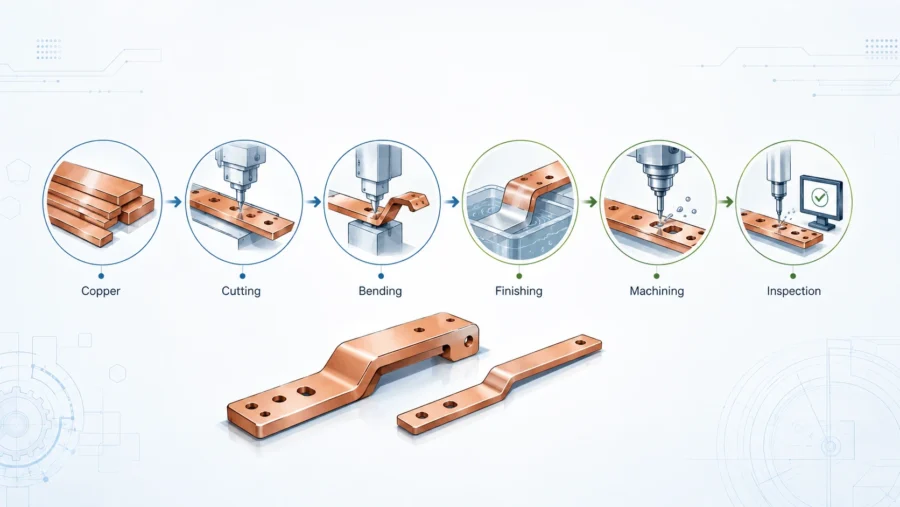
For many custom busbars, tin plating is applied after cutting, punching, bending, deburring, and cleaning. That sequence protects the final geometry but requires good fixturing and drainage design. If the busbar has deep bends, narrow slots, blind features, or closely spaced formed areas, the plating process must be reviewed for thickness distribution. Edges and high-current-density areas can plate differently from recessed features. JUMAI’s experience with metal stamping dies for thin-gauge copper busbar parts is relevant here because burr control, flatness, hole quality, and edge condition all affect how well the part can be plated and assembled.
Tin thickness should match the duty
Buyers often ask for “5 microns tin” or “10 microns tin” because they have seen those numbers in older drawings. Those values may be suitable in some applications, but thickness should follow the service condition. A lightly handled indoor control cabinet contact may not need the same thickness as a busbar stored for months, shipped overseas, assembled in humid conditions, and used in a high-current joint. Standards and supplier process capability should guide the final value.
One useful commercial rule is to separate the cosmetic area from the functional contact area. If the entire busbar is plated for oxidation protection, the minimum thickness on non-contact areas may not need to be as demanding as the bolted interface. If cost pressure is high, selective plating can reduce cost while still protecting the joint. But selective plating requires clear drawings and repeatable masking; otherwise, it can create quality disputes.
Tin also interacts with insulation. If the busbar receives heat-shrink tubing, epoxy powder coating, PVC dipping, or partial insulation after plating, the process temperature and surface cleanliness matter. Poor cleaning can reduce insulation adhesion, and plating stains or residues can become visible after coating. For insulated busbars, the RFQ should state whether the part is plated before insulation, after insulation, or selectively plated only in exposed contact windows.
Tin whiskers: important, but not every project has the same risk
Tin whiskers are thin, conductive crystalline structures that can grow from tin surfaces. NASA’s tin whisker resource describes them as electrically conductive structures that sometimes grow from tin surfaces, especially electroplated tin, and notes that short circuits have been attributed to whiskers bridging closely spaced electrical elements. NASA also lists potential contributors such as residual stresses in plating, intermetallic formation in tin-over-copper systems, external compressive stress from screws or clamps, bending after plating, scratches, and thermal expansion mismatch. The official NASA page on basic information regarding tin whiskers is a useful reference for high-reliability electronics.
NIST has also studied tin whisker formation. Its project page on lead-free surface finishes and tin whisker growth explains that tin is widely used because it offers solderability, ductility, electrical conductivity, and corrosion resistance, but pure tin electrodeposits can grow whiskers that short-circuit finely pitched electronic components.
For power busbars, the risk profile is different from fine-pitch electronics. Large copper rigid busbars usually have larger spacing, higher creepage and clearance distances, and lower sensitivity to microscopic whisker bridging than dense circuit boards. That said, tin whisker risk should not be dismissed when the busbar is installed near sensitive electronics, sensor circuits, control boards, or high-density power modules. It is also relevant for high-reliability aerospace, defense, medical, or mission-critical systems where a low-probability failure is still unacceptable.
Practical mitigation can include using matte tin rather than bright tin, avoiding post-plating bending when possible, using appropriate underplates, controlling plating chemistry, avoiding excessive compressive surface damage, and keeping tin-plated surfaces away from fine-pitch circuits. The buyer should not simply write “no whiskers” because that is difficult to guarantee absolutely. A better requirement is to define the acceptable finish system, process control, test method, and application risk category.
Nickel plating for rigid copper busbars
Nickel plating is not chosen mainly because nickel is more conductive than copper. It is not. Nickel is chosen because it provides a harder, more durable, more corrosion-resistant engineering surface and can serve as a barrier layer under tin, silver, or other finishes. ASTM B689 covers electroplated engineering nickel coatings and highlights functional properties such as hardness, wear resistance, load-bearing characteristics, corrosion resistance, heat scaling resistance, fretting resistance, and fatigue resistance. Those words match many real busbar problems better than a simple conductivity comparison.
Nickel is useful when the busbar must survive a harsh environment. Examples include industrial equipment exposed to humidity and contamination, battery systems where electrolyte or cleaning chemicals may be a concern, power electronics with higher operating temperatures, assemblies with repeated service access, and busbars that experience vibration or micro-motion. A nickel-plated surface can resist mechanical wear better than soft tin, which makes it attractive for sliding, clamped, or frequently serviced interfaces.
Nickel also functions as a diffusion barrier. In plated contact systems, an underplate can help prevent migration or intermetallic effects between the copper substrate and the top layer. For example, nickel under silver can improve long-term stability in some contact designs. Nickel under tin may be considered when the project needs improved barrier behavior, though the final decision depends on solderability, temperature, cost, and contact requirements.
The caution is contact resistance. A nickel-plated joint can perform well when it is designed with proper contact pressure, surface finish, washer selection, and torque control. But if the joint is lightly clamped, contaminated, or mechanically unstable, nickel may not give the same forgiving low-resistance behavior as tin or silver. Nickel oxide is not as friendly to low-force electrical contact as silver. Therefore, nickel is often a strong choice for durability and environmental resistance, but it should not be selected blindly for every high-current joint.
When nickel is the better choice
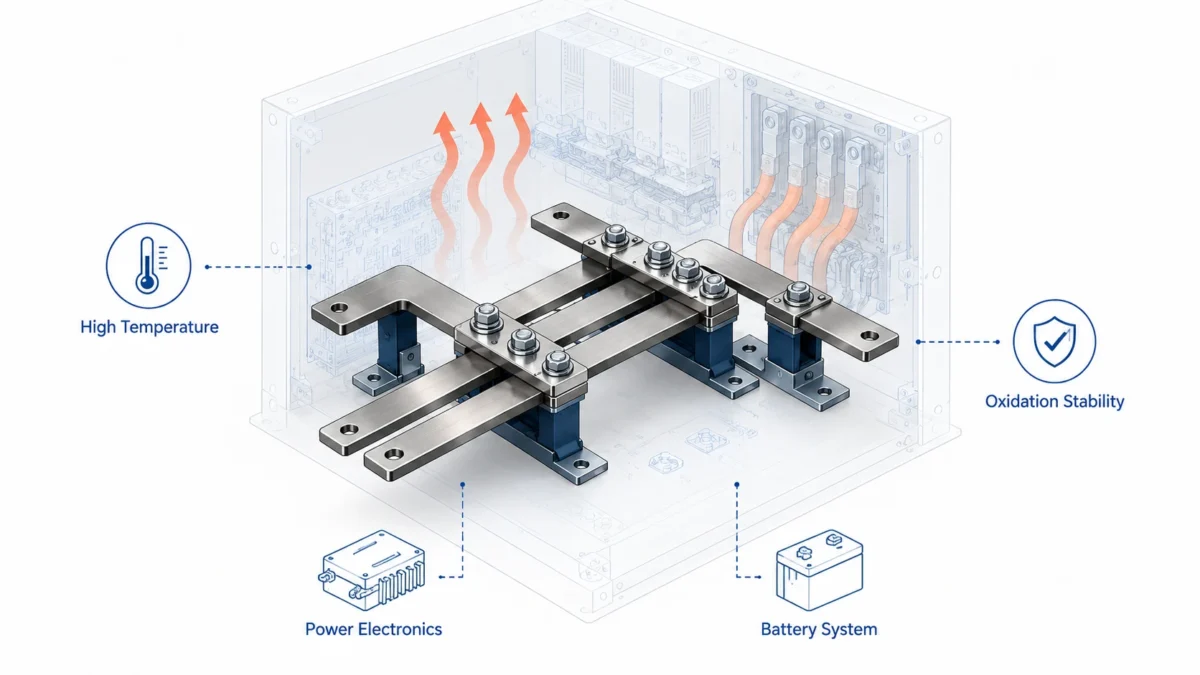
Nickel plating may be preferable when the rigid busbar operates in elevated temperature zones, near heat-generating semiconductor modules, inside industrial environments with corrosive vapors, or in applications where the contact surface may be handled, connected, disconnected, or inspected repeatedly. It can also be appropriate when the busbar is part of a plated stack that needs a stable barrier layer.
In data center power distribution, the decision depends on the exact location. For a protected busbar inside a controlled cabinet, tin may be adequate. For a busbar near high-current plug-in contacts, repeatedly serviced modules, or zones where contact wear is expected, nickel or silver may deserve review. In EV and energy storage applications, nickel may be considered around battery module connections, terminal interfaces, and areas where heat and environmental exposure are more demanding. For a broader view of busbar selection in battery and power applications, JUMAI’s custom precision copper busbars guide and flexible busbar for EV battery modules guide provide useful context.
A useful buyer question is: “Is this finish protecting against oxidation only, or must it also resist wear, high temperature, chemical exposure, or diffusion?” If the answer is oxidation only, tin may be more economical. If the answer includes wear, heat, or barrier performance, nickel should be evaluated.
Silver plating for rigid copper busbars
Silver plating is the premium option for busbar contact performance. Silver has the highest electrical conductivity among metals commonly discussed for electrical contact surfaces, and the Copper Alliance comparison lists silver at 106% IACS. ASTM B700 describes electrodeposited silver coatings as engineering coatings used for solderable surfaces, electrical contact characteristics, high electrical and thermal conductivity, thermocompression bonding, wear resistance on load-bearing surfaces, and reflectivity.
For rigid busbars, silver is valuable when contact resistance must be as low and stable as practical. In high-current systems, a small resistance increase at the joint can become significant because heat follows I²R. If current doubles, resistive heating increases by four times for the same resistance. That is why silver often appears in high-current switchgear, critical bolted joints, high-performance connectors, and special power electronics interfaces.
Silver also has a practical contact advantage: silver oxide remains relatively conductive compared with many other metal oxides. This does not mean silver-plated joints can ignore cleaning, storage, torque, or contact pressure, but it helps explain why silver has historically been favored for demanding electrical contacts.
The obvious disadvantage is cost. Silver is a precious metal, and cost depends on surface area, thickness, masking, process yield, precious metal recovery, and inspection requirements. A busbar does not need silver everywhere simply because the joint needs silver. Selective silver plating on contact pads is often more commercially rational than full-body silver plating. However, selective plating requires better drawing control and manufacturing discipline.
When silver is worth the cost
Silver should be considered when the busbar carries very high current, when thermal margin is tight, when contact resistance must remain stable over long service life, when downtime is extremely expensive, or when the busbar interface connects to premium switchgear, high-current breakers, semiconductor modules, or mission-critical power distribution units. Silver is also attractive when the project has a proven history of hot joints with tin or bare copper and the root cause is strongly tied to contact interface behavior rather than undersized copper.
Silver is not a magic fix for poor joint design. If the busbar is warped, the holes are misaligned, the mating surface is uneven, the fasteners are undersized, the torque is inconsistent, or the assembly loses clamping force during thermal cycling, silver may reduce resistance initially but will not correct the mechanical problem. JUMAI therefore treats silver plating as part of a total joint design. The contact pad flatness, hole tolerance, burr removal, plating thickness, washer selection, bolt grade, and inspection plan must work together.
Silver tarnish should also be considered. In sulfur-containing atmospheres, silver can form silver sulfide, which may affect appearance and contact behavior depending on severity. Packaging, storage, and installation environment matter. Buyers should specify whether anti-tarnish treatment is allowed, because some treatments may affect contact performance or solderability. If a silver-plated busbar will be stored for a long time before assembly, packaging should protect the contact pads from sulfur-containing paper, rubber, polluted air, fingerprints, and abrasion.
Comparing tin, nickel, and silver by electrical and mechanical logic
A common misunderstanding is that plating should be selected only by conductivity. That is too simple. The plated layer is thin compared with the copper cross-section, so bulk current still flows mainly through copper. The plating matters most at the interface, where contact resistance, oxidation, hardness, corrosion, and surface films control the joint.
The table below compares the three options by decision factor rather than by marketing description.
| Decision factor | Tin plating | Nickel plating | Silver plating |
|---|---|---|---|
| General contact resistance | Good for many bolted power joints | Can be good with adequate pressure, but less forgiving at low force | Excellent when properly specified and assembled |
| Oxidation protection | Good in many indoor environments | Good corrosion and heat-scaling resistance | Good electrical contact performance; tarnish must be managed in sulfur environments |
| Wear resistance | Moderate; softer surface | Stronger hardness and wear resistance | Good in many contact applications but thickness and wear mechanism matter |
| High-temperature suitability | Moderate; must consider long-term stability | Better for heat and barrier applications | Strong for high-current/high-temperature contacts when tarnish and cost are controlled |
| Cost level | Low to moderate | Moderate | High |
| Typical specification complexity | Low to moderate | Moderate | Moderate to high |
| Best commercial fit | Standard industrial busbars | Harsh or high-wear environments | Critical high-current contact zones |
For most buyers, the most reliable decision process begins with failure mode analysis. If the concern is ordinary copper oxidation during storage and assembly, tin is usually the first option. If the concern is repeated mating, abrasion, high temperature, corrosive atmosphere, or the need for a barrier, nickel becomes more attractive. If the concern is the lowest practical contact resistance at high current or in a mission-critical joint, silver deserves serious evaluation.
Plating thickness: more is not always smarter
Plating thickness is one of the most common sources of confusion in busbar RFQs. A buyer may think that thicker plating is always better. In reality, plating must be thick enough to meet corrosion, wear, porosity, and contact requirements, but excessive thickness can increase cost, change fit, create stress, affect bend radii, and complicate quality control.
ASTM B545 groups tin coatings into service classes based on minimum thickness and service severity. The public summaries of the standard do not replace the paid specification, but they show the principle: thickness is linked to service condition. Similarly, silver and nickel thickness should be specified by function, not habit. Contact pads may need a different thickness from non-contact surfaces. Edges may need special attention because plating distribution is not uniform across every geometry.
For rigid busbars, thickness tolerance also interacts with mechanical fit. A busbar that fits tightly into a molded or deep-drawn housing may not tolerate an unexpectedly thick plating or coating buildup. Holes, slots, and contact windows should be dimensioned with the full finishing stack in mind. If the busbar receives both plating and insulation, the designer must consider copper thickness, plating thickness, insulation thickness, adhesive or coating build, and assembly clearance.
The following table offers a practical planning view. It is not a universal specification; it is a starting point for RFQ discussion.
| Application condition | Possible plating approach | Why this may work | What to confirm before production |
|---|---|---|---|
| Indoor low-voltage cabinet with moderate current and standard bolted joints | Tin plating on contact areas or full busbar | Good balance of oxidation protection, availability, and cost | Minimum tin thickness, storage condition, torque plan, mating surface |
| Copper busbar bolted to tinned cable lugs or plated breaker pads | Tin plating | Compatible practical surface for many standard joints | Contact area flatness, washer type, bolt torque, cleaning procedure |
| High-humidity industrial cabinet or coastal shipping/storage | Heavier tin or nickel review | Extra thickness or more corrosion-resistant finish may reduce risk | Salt/humidity test requirement, packaging, exposed edges, enclosure sealing |
| High-temperature power electronics zone | Nickel or silver, possibly with nickel underplate | Better heat/barrier performance or lower high-current contact resistance | Maximum operating temperature, duty cycle, contact pressure, insulation cure temperature |
| Mission-critical high-current switchgear joint | Selective silver plating on contact pads | Low and stable contact resistance can justify cost | Silver thickness, anti-tarnish approval, packaging, micro-ohm inspection |
| Repeated service connection or sliding/mating area | Nickel or silver depending on electrical requirement | Tin may wear too easily; nickel gives hardness; silver gives contact performance | Wear cycles, mating material, lubrication policy, contact force |
The key is to avoid hidden assumptions. If a drawing says “Sn plated” but does not define thickness, the supplier may choose a standard process that is not appropriate for the environment. If a drawing says “silver plated” but does not define whether silver is required on the entire part or only the contact pad, the quotation may become unnecessarily expensive. If nickel is requested without contact pressure or mating details, the finish may be durable but electrically disappointing.
Contact resistance, thermal rise, and why joints deserve attention
Electrical loss in a conductor is governed by the familiar relationship P = I²R. This equation is simple, but its implications are severe. At 100 A, a small resistance error may be manageable. At 1000 A or 3000 A, the same joint resistance can create major heat. A rigid copper busbar system can have excellent cross-sectional area and still overheat at one bolted connection.
JUMAI’s copper busbar ampacity calculation guide explains that ampacity is not a fixed number; it depends on cross-section, surface area, ambient temperature, airflow, enclosure design, and contact behavior. Plating affects the joint part of that equation. It cannot replace correct busbar sizing, but it can help prevent surface oxidation and contact instability from becoming the bottleneck.
A useful engineering habit is to treat every bolted joint as a controlled interface. The plating is only one layer of that control. The contact surface should be flat. The hole should be accurate. Burrs should be removed. The busbar should not bow when tightened. The fastener should provide adequate clamping force. Belleville washers or other spring elements may be needed to maintain pressure during thermal cycling. The assembly process should define cleaning and torque. For critical systems, micro-ohm testing and infrared inspection may be used during validation or maintenance.
IEC 61439 is relevant when busbars are part of low-voltage switchgear and controlgear assemblies. IEC 61439-1 states that it covers general definitions, service conditions, construction requirements, technical characteristics, and verification requirements for low-voltage switchgear and controlgear assemblies. IEC 61439-6 covers busbar trunking systems with rated voltage limits of 1000 V AC or 1500 V DC, according to the IEC webstore page for IEC 61439-6. These standards do not simply tell a buyer which plating to choose; they reinforce the idea that busbar performance must be verified as part of the assembly.
Plating and mating materials
The correct plating also depends on what the rigid busbar will touch. Copper-to-copper, copper-to-tinned copper, copper-to-aluminum, copper-to-nickel, and copper-to-silver interfaces do not behave the same. Galvanic corrosion, oxide behavior, contact pressure, and environmental exposure all matter.
Copper-to-copper joints can work well when surfaces are clean, flat, and properly compressed, but bare copper oxidation makes long-term performance less predictable. Tin plating is a common practical choice for many copper-to-copper or copper-to-tinned lug connections. Silver may be justified in high-current or critical applications. Nickel may be used when wear, heat, or corrosion resistance is more important than the lowest initial contact resistance.
Copper-to-aluminum interfaces need careful design. Aluminum forms a stable oxide layer that can increase resistance, and copper-to-aluminum galvanic behavior can be problematic in humid environments. Tin plating on copper can help in some joint systems, but it does not eliminate the need for correct joint compound, washer design, surface preparation, and torque. In some systems, bimetal transition plates or specially designed terminals are more reliable than directly bolting incompatible materials together.
For battery packs and energy storage systems, mating materials can include copper busbars, nickel-plated steel terminals, aluminum cell tabs, nickel-plated copper terminals, and various connector alloys. A single plating rule will not cover all of these combinations. Buyers should share the mating material and terminal coating in the RFQ. If the supplier does not know what the busbar will touch, it cannot responsibly optimize plating.
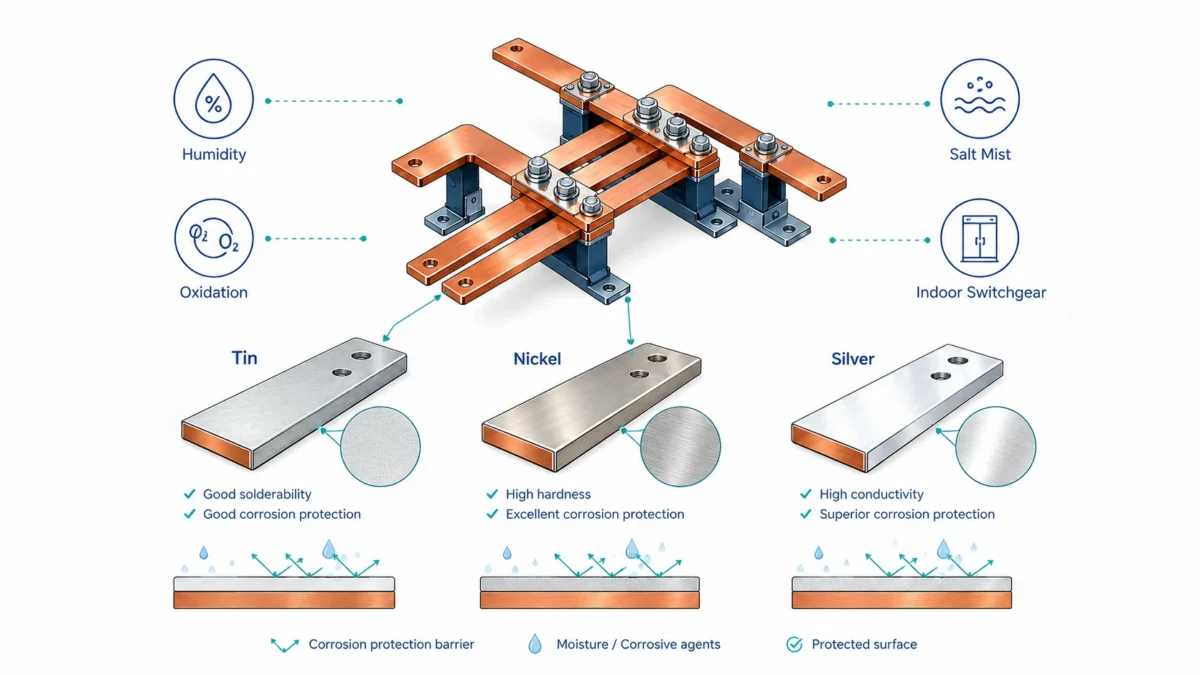
Environmental exposure: humidity, salt, sulfur, chemicals, and heat
Plating is partly an environmental decision. The same tin-plated rigid busbar that performs well in a dry indoor cabinet may not be the best choice for a coastal cabinet, outdoor energy storage enclosure, chemical plant, marine electrical room, or high-temperature inverter. Environmental details should be described in measurable terms wherever possible.
Humidity and condensation increase corrosion risk, especially at pores, edges, scratches, and unprotected interfaces. Salt mist accelerates corrosion and can attack poorly protected surfaces. Sulfur compounds can tarnish silver. Industrial atmospheres may contain acids, alkalis, solvents, or process gases. Heat accelerates chemical reactions, intermetallic formation, stress relaxation, and insulation aging. Vibration introduces fretting at contacts that are not properly clamped.
The plating decision should therefore be tied to the service profile. For protected indoor use, tin is often economical and adequate. For high humidity or corrosive atmospheres, heavier tin, nickel, or sealed insulation may be required. For sulfur-containing environments, silver may need anti-tarnish controls or may require careful review. For high heat, nickel or silver may be more appropriate than tin, depending on the joint design.
A good RFQ should answer these questions: Will the busbar operate indoors or outdoors? Will it see condensation? Is the site coastal? Is the enclosure ventilated? What is the maximum ambient temperature? What is the maximum conductor temperature? Is there forced airflow? Are there corrosive gases? Will the busbar be cleaned with chemicals? Is the product shipped by sea and stored before assembly? These details often change the plating recommendation more than the nominal current rating does.
Manufacturing sequence and DFM for plated rigid busbars
Rigid busbars are usually cut, punched, formed, deburred, cleaned, plated, inspected, and packaged. Some parts then receive insulation or assembly hardware. Each step affects plating quality. A sharp burr can create a high-current-density point during plating and a cutting hazard during assembly. A deep scratch can remain visible after plating. A poorly cleaned surface can cause adhesion failure. A formed bend may trap plating solution if drainage is not considered.
Design for manufacturability is especially important when a rigid busbar has complex geometry. Tight bends, offset steps, slots, tabs, and multiple hole sizes can create uneven plating thickness. Masking can be difficult around small features. If a busbar needs plated contact pads but unplated weld areas, the drawing must show those boundaries clearly. If the busbar needs insulation close to plated contact windows, the transition line must be practical for production.
JUMAI’s manufacturing approach connects busbar production with tooling and formed-metal experience. That matters because plating quality begins before plating. Punching quality, deburring, edge radius, flatness, bend accuracy, and surface cleaning all influence the final finish. JUMAI’s article on advanced manufacturing for high-ampacity precision copper busbars explains the broader manufacturing mindset behind high-current busbar parts, while the thin-gauge copper busbar stamping die guide shows why repeatable geometry and burr control matter in production.
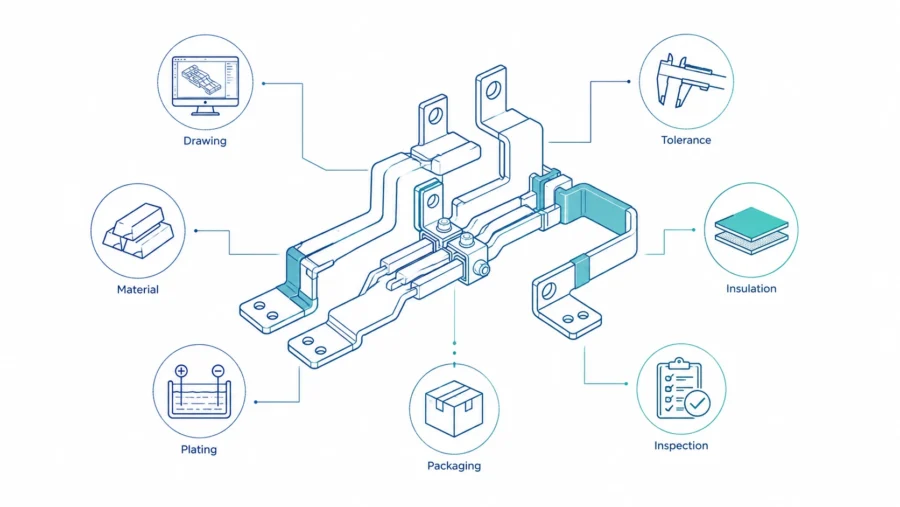
For RFQ clarity, buyers should provide drawings in both PDF and CAD format if possible. The drawing should identify all functional contact surfaces, plated areas, unplated areas, insulation areas, critical dimensions after plating, and inspection points. If the busbar has threaded inserts, studs, press-fit parts, or welded components, the plating sequence should be reviewed before quotation.
Inspection and validation for plated busbars
A plated busbar should be inspected for more than appearance. Visual inspection can catch stains, burns, blisters, scratches, roughness, exposed copper, and handling damage, but it cannot reliably confirm thickness, adhesion, porosity, or electrical stability. The inspection plan should match the application risk.
Common inspection and validation methods include coating thickness measurement, adhesion testing, visual inspection under defined lighting, contact area flatness checks, dimensional inspection after plating, micro-ohm joint resistance testing, thermal rise testing, salt spray or humidity testing when required, and packaging inspection. High-reliability programs may require first article inspection, production part approval documentation, material certificates, plating certificates, RoHS/REACH statements, or lot traceability.
The table below shows how inspection can be scaled by project risk.
| Project risk level | Typical application | Suggested inspection focus | Documentation level |
|---|---|---|---|
| Standard industrial | Indoor control panels, moderate current, protected environment | Visual appearance, key dimensions, plating coverage, basic thickness check | Basic inspection report and material/plating statement |
| Elevated reliability | Battery cabinets, high-current cabinets, humid storage, OEM repeat orders | Thickness by area, adhesion, contact flatness, torque/joint validation, packaging control | Incoming inspection report, plating certificate, dimensional report |
| Mission critical | Data center power modules, high-current switchgear, safety-critical equipment | Micro-ohm resistance, thermal rise validation, environmental testing, lot traceability | FAI, control plan, plating batch records, full test documentation |
Inspection requirements should be commercially realistic. Asking for every possible test on a low-volume prototype can slow the project and raise cost. Not asking for enough validation on a high-current production busbar can be far more expensive later. JUMAI typically recommends a phased approach: confirm geometry and assembly first, validate plating and joint performance during sample approval, then lock the production control plan.
Cost analysis: avoid over-plating and under-specifying
Tin, nickel, and silver plating create different cost structures. Tin is usually the most economical. Nickel is more expensive than tin in many cases because of process control, thickness, cleaning, and functional requirements. Silver has the highest material sensitivity because it is a precious metal, and cost rises with area and thickness.
The best commercial decision is not always the cheapest finish. A hot joint in a data center PDU, battery cabinet, or industrial inverter can create downtime, rework, field service, customer complaints, and safety risk. On the other hand, specifying silver on every busbar surface when only two contact pads need premium performance is wasteful. A smart design may use selective silver on contact zones, tin elsewhere, or nickel as an underplate only where needed.
Buyers should ask suppliers to separate cost drivers in the quotation. Useful line items include copper material, tooling or fixture cost, cutting and forming, deburring, plating type, plating thickness, masking, insulation, testing, packaging, and logistics. This makes value engineering easier. For example, changing full-body silver to selective silver may reduce cost without reducing joint performance. Increasing tin thickness in only the contact area may improve reliability with a small cost increase. Changing a difficult masked geometry may reduce plating defects and shorten lead time.
A practical sourcing mistake is to compare two quotations that use different hidden plating assumptions. Supplier A may quote 5 microns tin over the full part with basic inspection. Supplier B may quote 10 microns local minimum in contact zones, better masking, and a plating certificate. The second quote may look more expensive but be more aligned with the actual application. Therefore, plating assumptions should be standardized before price comparison.
Decision workflow: how to choose the right plating
The following workflow can help procurement and engineering teams choose plating without guessing.
| Step | Question to answer | Why it matters |
|---|---|---|
| 1 | What current and duty cycle will the rigid busbar carry? | Higher current makes contact resistance more important because heating follows I²R |
| 2 | What is the maximum operating temperature at the joint? | Tin, nickel, and silver behave differently under heat and thermal cycling |
| 3 | What material and finish will the busbar mate with? | Mating surface controls galvanic risk, oxide behavior, and contact pressure requirements |
| 4 | What environment will the assembly see? | Humidity, salt, sulfur, chemicals, and dust can change the plating recommendation |
| 5 | Will the joint be opened or serviced repeatedly? | Wear and fretting may favor nickel or silver over soft tin |
| 6 | Is the busbar near sensitive electronics? | Tin whisker risk may need review when spacing is tight or reliability is critical |
| 7 | What documentation is required? | Standards, test reports, and certificates affect supplier selection and lead time |
| 8 | Can plating be selective? | Selective plating can reduce cost when only contact pads need premium performance |
If the answers show moderate current, indoor use, stable bolted joints, compatible mating surfaces, and strong cost sensitivity, tin is usually the starting point. If the answers show heat, corrosion, wear, repeated service, or diffusion concerns, nickel should be evaluated. If the answers show very high current, tight thermal margin, mission-critical uptime, or premium contact requirements, silver should be evaluated, often selectively.
Common specification mistakes buyers should avoid
The first mistake is writing only “tinned copper busbar” on the drawing. This leaves too much open: tin type, thickness, coverage, inspection, and contact requirements. The result may look acceptable but perform inconsistently in production.
The second mistake is choosing silver because it sounds premium without checking whether the joint design is actually the problem. Silver cannot compensate for warped copper, insufficient bolt pressure, wrong washer selection, misaligned holes, or poor assembly practice.
The third mistake is choosing nickel because it sounds durable without checking contact pressure. Nickel can be excellent in the right design, but a low-force electrical contact may need tin or silver instead.
The fourth mistake is ignoring storage and packaging. A perfectly plated busbar can be scratched, stained, or contaminated before assembly. Silver can tarnish, tin can be damaged, and nickel can be contaminated by handling. Contact pads should be protected during packing and shipping.
The fifth mistake is plating before final forming when the design actually requires forming after plating. Bending after plating can crack or stress the coating and may increase tin whisker concerns in some contexts. In most rigid busbar projects, the preferred route is to form first and plate after, unless there is a specific reason to use pre-plated copper strip.
The sixth mistake is failing to define critical dimensions after finish. Plating and insulation add thickness. A busbar that passed copper-only dimensional inspection may become too tight after plating and coating. Drawings should identify whether dimensions apply before or after plating.
How JUMAI supports plated rigid busbar projects
JUMAI supports custom rigid busbar projects by combining copper busbar manufacturing, metal forming knowledge, surface treatment coordination, and practical DFM review. The goal is to help buyers specify enough detail for reliability without adding unnecessary cost.
For tin-plated rigid busbars, JUMAI focuses on copper grade, contact surface flatness, deburring, hole accuracy, plating coverage, minimum thickness, insulation windows, and protective packaging. For nickel-plated busbars, we pay close attention to cleaning, adhesion, hardness, corrosion requirements, contact pressure, and whether nickel is the final finish or an underplate. For silver-plated busbars, we review the contact pad geometry, plating area, precious metal cost, anti-tarnish policy, thickness verification, and joint validation.
JUMAI’s broader product platform also helps when a busbar is part of a complete assembly. Rigid busbars may need brackets, shields, covers, terminal plates, insulating spacers, or deep-drawn components. Our experience with custom precision copper busbars, high-ampacity precision copper busbar manufacturing, and precision metal stamping dies for copper busbar parts allows us to think beyond the busbar strip itself.
A well-prepared RFQ should include the application, current rating, voltage, duty cycle, operating temperature, ambient temperature, mating material, drawing, 3D model, plating preference, required standard, plating thickness, insulation requirement, quantity, sample plan, testing requirements, and target delivery schedule. If the buyer is unsure whether tin, nickel, or silver is the correct plating, JUMAI can review the use case and recommend a practical option.
RFQ checklist for tinned, nickel-plated, or silver-plated rigid busbars
Before sending an RFQ for plated rigid busbars, prepare the following information. The more complete the information, the faster the supplier can quote accurately and avoid hidden assumptions.
| RFQ item | What to provide | Why it helps |
|---|---|---|
| Drawing and 3D model | PDF drawing plus STEP or similar CAD file | Confirms geometry, bends, holes, and contact zones |
| Copper material | C11000, C10200, T2 copper, or project-specific grade | Determines conductivity, forming behavior, and cost |
| Plating type | Tin, nickel, silver, or proposed stack | Allows supplier to select correct process and standards |
| Plating thickness | Minimum local thickness and measurement area | Prevents disputes and under-plating |
| Plated area | Full body or selective contact pads | Controls cost and masking complexity |
| Mating material | Copper, aluminum, tinned lug, nickel terminal, silver contact, breaker pad | Determines compatibility and contact strategy |
| Electrical requirement | Current, voltage, AC/DC, frequency, duty cycle | Supports ampacity and joint risk review |
| Thermal condition | Ambient temperature, maximum temperature rise, airflow, enclosure type | Helps judge whether tin is enough or nickel/silver should be considered |
| Environment | Indoor, outdoor, coastal, humid, sulfur, chemical exposure, storage duration | Drives corrosion and tarnish decisions |
| Validation | Thickness report, micro-ohm test, salt spray, thermal rise, FAI, PPAP-style documents | Aligns quality cost with project risk |
| Packaging | Contact surface protection, export packaging, anti-tarnish requirements | Protects the plating before assembly |
This checklist also helps the buyer compare suppliers fairly. If one supplier receives only a drawing and another receives the full application context, their quotes will not be comparable. A serious plated rigid busbar quotation should show that the supplier understands both the copper part and the surface finish.
Practical recommendations by application
For standard industrial control panels and many indoor low-voltage cabinets, tin-plated rigid busbars are usually the practical first choice. They offer a balanced combination of oxidation protection, contact performance, cost, and availability. The buyer should define thickness, contact zones, and packaging rather than rely on a vague “tin plated” note.
For battery energy storage systems, EV-related assemblies, and compact power modules, the answer depends on temperature, vibration, mating material, and service life. Tin may be suitable for many bolted joints, but nickel or silver may be justified around high-temperature terminals, repeated-service contacts, or critical high-current interfaces. If aluminum terminals or mixed-metal joints are involved, the entire joint design should be reviewed.
For data center power distribution and AI server infrastructure, thermal stability and downtime risk are central. Tin may be sufficient in protected cabinet busbars, while silver may be justified in high-current contact zones where a small reduction in joint resistance can improve thermal margin. Nickel may be useful where wear or repeated insertion is expected.
For harsh industrial, marine, or coastal environments, nickel becomes more attractive because corrosion, humidity, salt, and surface durability matter. Tin can still be used if the environment is controlled and thickness is appropriate, but the RFQ should include environmental test expectations. Silver should be evaluated carefully in sulfur-containing atmospheres.
For high-reliability electronics-adjacent systems, tin whisker risk should be discussed if plated surfaces are close to fine-pitch conductors or sensitive electronics. In large busbar systems with generous spacing, whisker risk may be low, but the buyer should not ignore it in aerospace, defense, medical, or mission-critical control systems.
Final guidance: choose plating by failure mode, not habit
Tinned copper rigid busbars remain a strong default for many power distribution projects, but “default” should not mean “automatic.” Tin, nickel, and silver each exist because they solve different problems. Tin is usually the economical workhorse for oxidation protection and practical bolted contact performance. Nickel is the durable engineering finish for heat, wear, corrosion, fretting, and barrier applications. Silver is the premium electrical contact finish for critical high-current joints where stable low resistance justifies the cost.
The best specification begins with the application. What can cause failure: oxidation, heat, wear, corrosion, vibration, mixed metals, poor contact pressure, tarnish, storage damage, or inadequate inspection? Once that failure mode is clear, the plating choice becomes much easier.
For buyers sourcing custom Rigid Busbars, the strongest commercial strategy is to involve the manufacturer early. Share the drawing, current rating, mating material, environment, and validation requirement. Ask whether full plating is necessary or selective plating is better. Confirm the plating standard, thickness, masking, inspection, packaging, and documentation before production. That approach reduces technical risk while avoiding unnecessary cost.
JUMAI can support tin-plated, nickel-plated, silver-plated, and selectively plated rigid copper busbars for power distribution, energy storage, data center, EV, inverter, switchgear, and industrial equipment applications. If your project requires a plated busbar that must carry high current safely while fitting a custom enclosure, the right next step is not just to request a price. It is to define the joint, the environment, and the plating performance target together. That is how a copper part becomes a reliable power connection.