When buyers request a quotation for custom rigid busbars, the fastest response does not usually come from the shortest inquiry. It comes from the clearest inquiry. A message that says “please quote copper busbar, 200 A, urgent” may look simple, but it leaves the supplier guessing about material grade, copper thickness, hole tolerance, bend direction, plating, insulation, temperature rise, short-circuit requirement, assembly clearance, testing documents, packaging, and annual demand. Every unknown becomes either a delay, a conservative price buffer, or a future quality risk.
For engineers, purchasing managers, electrical panel builders, battery-system integrators, inverter manufacturers, data center equipment suppliers, and industrial OEMs, a rigid busbar is not just a strip of copper. It is a controlled current path, a heat path, a mechanical mounting feature, and sometimes part of the safety boundary of the whole system. A custom part that fits perfectly can reduce assembly time, improve repeatability, and lower lifetime maintenance risk. A poorly specified part can create hot joints, rework, delayed validation, and unexpected cost.
This guide explains what buyers should prepare before sending an RFQ for custom rigid busbars. It is written for practical business use, but it also includes engineering data, standards references, and comparison tables that make internal decision-making easier. It is intended for buyers who want to receive a useful quotation from JUMAI, not only a unit price. At JUMAI, our work around custom precision copper busbars, rigid busbar design, rigid busbar thermal management, compact enclosure busbar routing, and rigid busbar vs. cable comparison shows one consistent pattern: better input information leads to faster quotation, better manufacturability review, and fewer surprises between prototype and production.
Table of Contents
Why a rigid busbar RFQ needs more than dimensions
Many buyers think a busbar RFQ begins with width, thickness, length, and quantity. Those four items are important, but they do not define the part. A 30 mm x 5 mm copper bar can behave very differently depending on its installation. It may be used as a DC battery link, an AC switchgear conductor, a cabinet distribution backbone, a grounding conductor, a charger power path, a transformer link, or a machine-control interconnect. The same nominal copper section may need different plating, bend radius, hole tolerance, edge finishing, insulation window, marking method, and inspection plan.
A custom rigid busbar also carries business risk because the part often sits at the intersection of engineering, procurement, and production. Engineering cares about current, voltage drop, temperature rise, clearance, creepage, mounting stress, and validation. Procurement cares about cost, MOQ, tooling, lead time, quote validity, payment terms, and logistics. Production cares about fit, assembly sequence, torque access, packaging, line-side handling, and whether the part can be installed without forcing, trimming, or re-bending. Quality cares about material traceability, dimensional inspection, plating thickness, burr control, insulation adhesion, and batch consistency.
The RFQ is the moment when all these requirements should be made visible. A supplier can only optimize what the buyer communicates. If the buyer sends a complete RFQ package, JUMAI can review geometry, material choice, process route, manufacturability, cost drivers, and documentation needs at the same time. If the buyer sends incomplete information, the first quotation may be quick but weak, and the real work will return later as revisions, sample failures, or price changes.
For commercial teams, this matters because the total cost of a busbar program is not equal to the copper weight plus a conversion fee. The cost includes engineering review, tooling, sample iteration, plating, insulation, quality control, packaging protection, scrap risk, production stability, and the cost of delays. A well-prepared RFQ reduces uncertainty, and reduced uncertainty usually means a more competitive, more realistic offer.
The buyer’s RFQ package at a glance
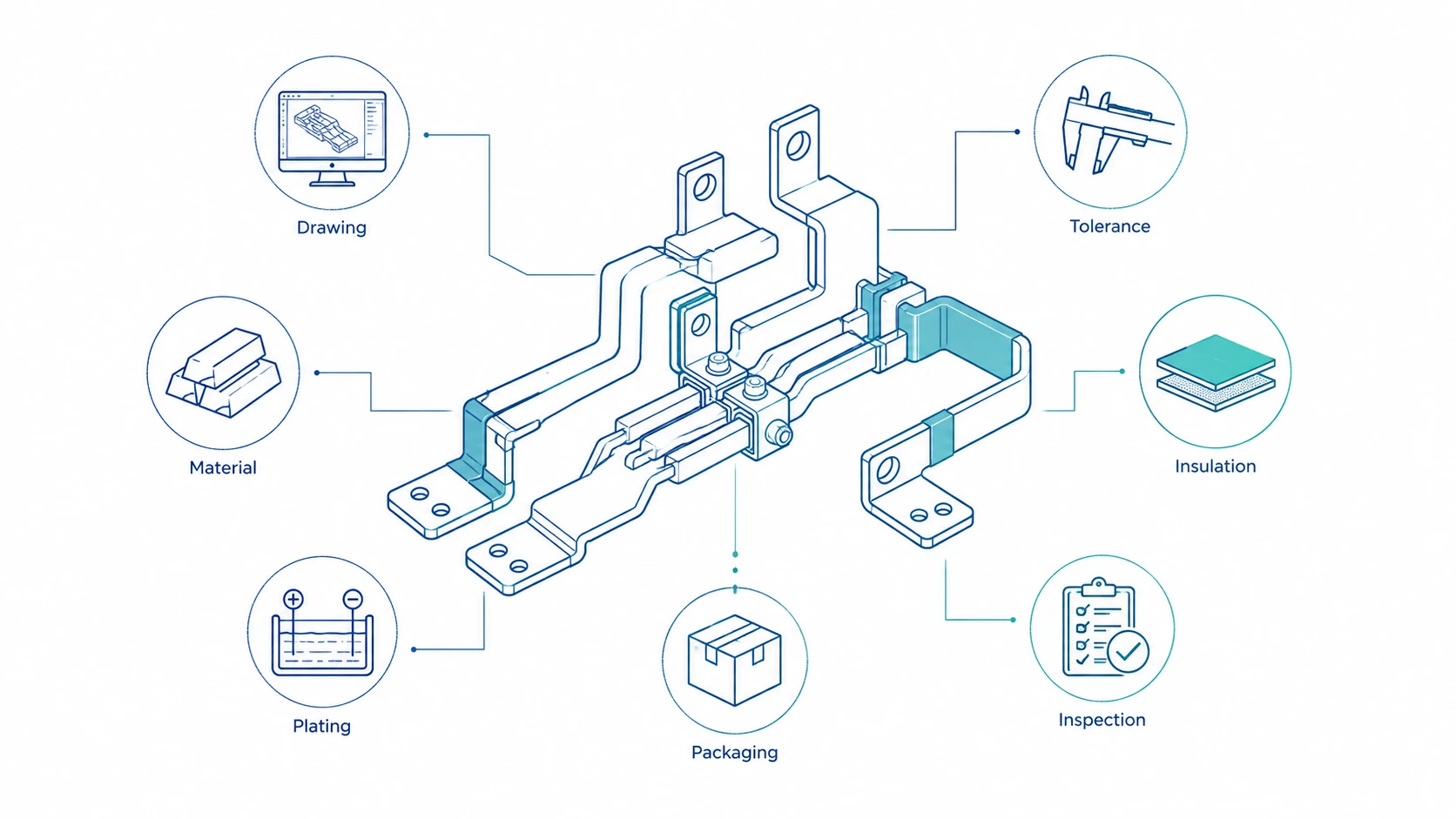
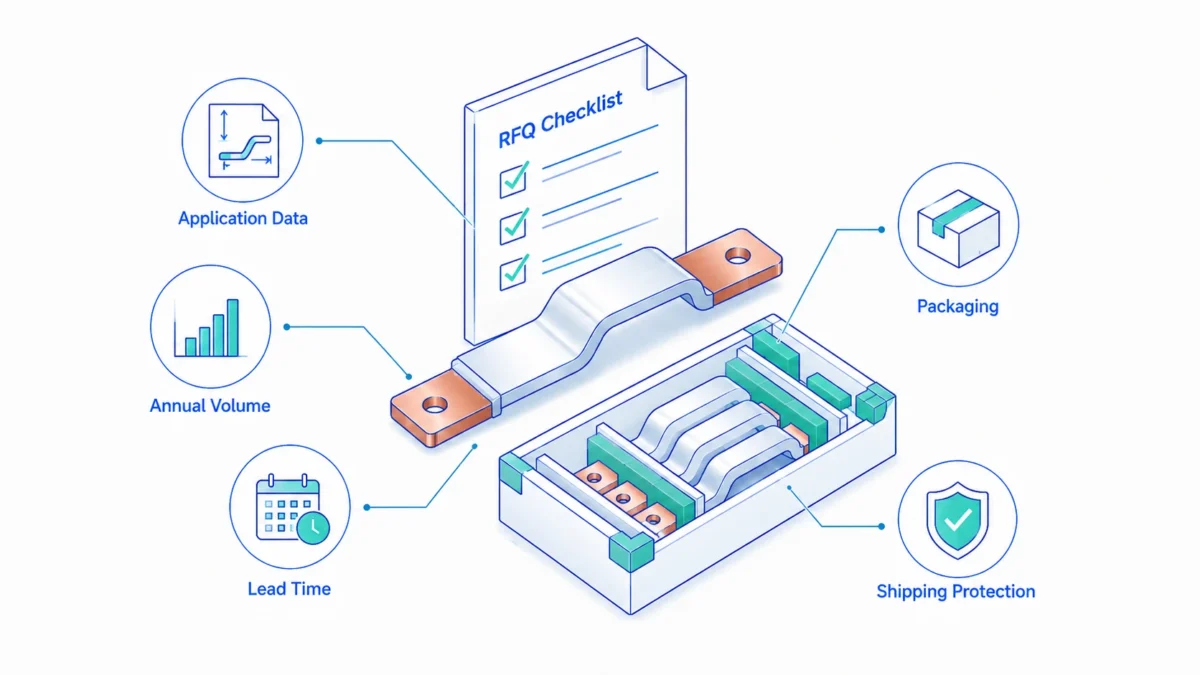
A complete RFQ package does not need to be complicated. In many cases, it can be a drawing, a short requirement sheet, and a few photos or 3D files. The key is to separate confirmed requirements from open questions. If the buyer is not sure about plating or insulation, that is acceptable. It is better to say “supplier recommendation requested” than to leave the item invisible.
The table below summarizes the core information buyers should prepare before requesting a quote for custom rigid busbars.
| RFQ information area | What buyers should provide | Why it affects quotation and engineering review |
|---|---|---|
| Application | EV battery pack, inverter, switchgear, data center rack, charger, BESS cabinet, transformer link, grounding, etc. | The application changes thermal, vibration, insulation, and documentation expectations. |
| Electrical data | Rated current, peak current, duty cycle, voltage, AC/DC, frequency, allowable voltage drop, short-circuit requirement if known | Current and voltage drive conductor size, spacing, heat rise, plating, insulation, and test planning. |
| Geometry | 2D drawing, 3D model, flat pattern if available, bend direction, hole location, slot shape, terminal interfaces | Geometry determines tooling, cutting, punching, bending, tolerance control, and packaging protection. |
| Material | Copper grade such as C11000/ETP, C10100/C10200/OF copper, or equivalent; temper if known | Material affects conductivity, formability, bend behavior, welding risk, cost, and certificate requirements. |
| Surface finish | Bare copper, tin plating, nickel plating, silver plating, selective plating, anti-oxidation treatment | Finish affects contact resistance, corrosion behavior, solderability, cost, and lead time. |
| Insulation | Heat shrink, epoxy powder coating, PET/PVC/silicone sleeve, Kapton/polyimide, insulation windows | Insulation affects dielectric performance, temperature rating, coating thickness, bend design, and inspection. |
| Mechanical limits | Mounting torque, bolt size, washer type, terminal flatness, vibration level, allowable installation force | Mechanical information helps prevent joint loosening, terminal stress, cracking, and assembly interference. |
| Standards and documents | ASTM/EN/IEC/UL/automotive/customer standards, RoHS/REACH, material certificate, plating report, FAI, PPAP-style documents | Documentation requirements affect process control effort, sample timing, and quotation scope. |
| Quantity and demand | Prototype quantity, pilot batch, annual volume, release schedule, spare parts demand | Quantity affects tooling strategy, unit price, packaging, and material procurement. |
| Commercial terms | Target delivery, Incoterms, destination, quote currency, quote validity, payment terms | Commercial terms affect logistics cost, material price risk, and quotation comparability. |
This table can be used as a simple internal checklist before sending an RFQ. It also helps cross-functional teams avoid a common problem: purchasing sends the quote request before engineering has defined the electrical and assembly requirements. A supplier may still respond, but the response will usually include assumptions. Assumptions are not always wrong, but they need to be visible.
Define the application before defining the bar
The first question is not “what size is the copper?” The first question is “what job must the busbar do inside the system?” A rigid busbar in a stationary switchgear cabinet is optimized differently from a rigid busbar in an EV battery pack or a data center power shelf. A busbar in a sealed outdoor DC fast-charging cabinet faces different heat and corrosion concerns from a busbar inside a controlled factory panel. A busbar connected to power semiconductors may need low inductance and controlled routing. A busbar connected to a breaker or fuse may need stronger attention to bolt access, phase spacing, and thermal expansion.
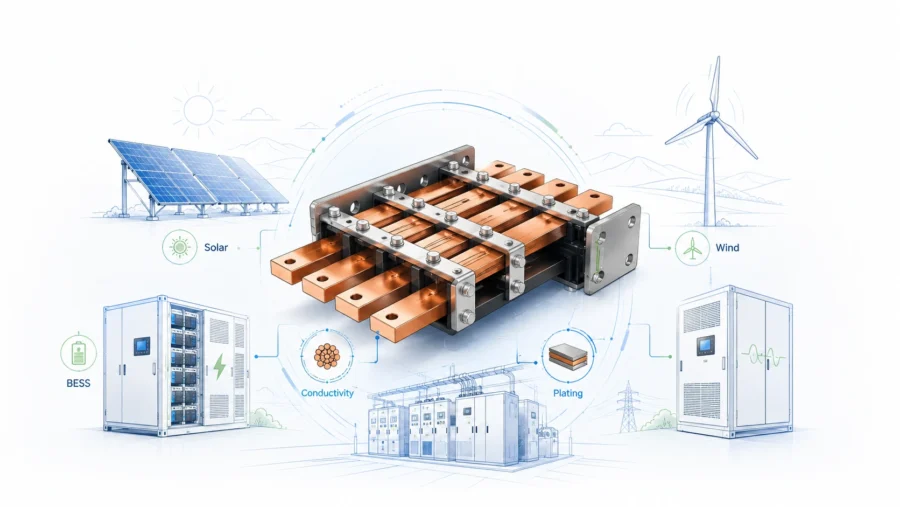
Buyers should describe the application in plain language. If the part is used in a battery system, explain whether it connects cells, modules, contactors, fuses, current sensors, or external terminals. If it is used in switchgear, explain whether it is a main phase conductor, neutral bar, ground bar, branch connection, or adapter. If it is used in data center equipment, explain whether the system is 48 V DC, high-voltage DC, or AC power distribution. If it is used in renewable energy equipment, explain whether the busbar is inside an inverter, combiner box, energy storage cabinet, transformer unit, or converter.
The application also tells the supplier what failure modes matter most. In EV and battery systems, vibration, thermal cycling, joint resistance, and pack-level safety are critical. The International Energy Agency reported that global electric car sales exceeded 17 million in 2024 and represented more than 20% of new car sales worldwide in its Global EV Outlook 2025. That growth is one reason battery-pack and power-electronics buyers are becoming more demanding about repeatable busbar quality. For these buyers, a small contact-resistance problem is not just a part defect; it can become a validation delay across a full product platform.
In switchgear and controlgear, the system context is different. IEC 61439-1:2020 lays down general definitions, service conditions, construction requirements, technical characteristics, and verification requirements for low-voltage switchgear and controlgear assemblies, while IEC 61439-2 covers power switchgear and controlgear assemblies up to 1,000 V AC or 1,500 V DC according to the official IEC 61439-1 and IEC 61439-2 descriptions. A busbar supplier may not certify the whole assembly, but the busbar must still support the assembly builder’s compliance strategy. That means RFQ information should include rated voltage, rated current, short-circuit data if available, and any clearance or creepage constraints shown on the assembly drawing.
In busway-style distribution products, UL 857 is also relevant in North American contexts. The official UL scope states that UL 857 applies to service-entrance, feeder, and branch-circuit busways and associated fittings rated at 1,000 V or less and 6,000 A or less, and describes a busway as a grounded metal enclosure containing factory-mounted conductors that are usually copper or aluminum bars, rods, or tubes (UL 857). Even when a custom rigid busbar is not itself a complete busway, the reference shows why buyers should specify system voltage, current rating, enclosure condition, and fitting interfaces instead of treating the busbar as a simple metal blank.
Prepare electrical requirements that the supplier can actually use
Electrical requirements should be practical, not academic. The supplier does not always need the whole system simulation, but it does need enough information to avoid guessing. Rated current tells only part of the story. Peak current, duty cycle, ambient temperature, airflow, conductor orientation, number of parallel bars, installation spacing, and allowable temperature rise can all change the practical design.
A buyer should prepare the following electrical information whenever possible:
| Electrical item | Recommended RFQ input | Practical note for buyers |
|---|---|---|
| Rated current | Continuous RMS current or DC current, such as 250 A continuous | Do not provide only “maximum current” if normal operating current is much lower. |
| Peak current | Peak value and duration, such as 600 A for 10 seconds | Short peaks may be acceptable if thermal mass is sufficient, but the supplier must know the duty. |
| Duty cycle | Continuous, intermittent, pulsed, charge/discharge profile, or load curve | A charger busbar and a battery module busbar may have very different duty profiles. |
| Voltage | System voltage and maximum working voltage | Voltage affects insulation, clearance, creepage, testing, and marking. |
| AC/DC and frequency | DC, 50/60 Hz AC, or high-frequency switching environment | AC and high-frequency systems can require attention to skin effect and inductance. |
| Allowable temperature rise | Example: maximum 30°C rise at 40°C ambient, or customer-specific limit | Temperature rise is often more useful than current alone. |
| Voltage drop target | Maximum mV drop or mΩ resistance target | Useful for low-voltage, high-current systems such as 48 V data center power. |
| Short-circuit requirement | Prospective short-circuit current, duration, and support spacing if known | Short-circuit forces can drive support and mechanical design. |
| Test expectation | Resistance measurement, hipot, insulation, thermal test, salt spray, pull test, etc. | Testing changes cost and lead time, especially for production batches. |
The most important principle is simple: current creates heat, heat changes resistance, and resistance creates more heat. The basic DC power-loss equation is:
P = I²R
This equation is familiar, but its business impact is often underestimated. If a busbar joint or conductor path has more resistance than expected, the heat penalty grows with the square of current. A small increase in resistance may be insignificant at 20 A, but it can become serious at 400 A or 800 A.
The example below is simplified, but it shows why buyers should include resistance and voltage-drop targets for high-current systems. It does not replace thermal testing or standards-based design verification. It simply illustrates the sensitivity of high-current systems.
| Current through busbar path | Total path resistance | Approximate voltage drop | Approximate heat loss |
|---|---|---|---|
| 100 A | 0.10 mΩ | 10 mV | 1 W |
| 300 A | 0.10 mΩ | 30 mV | 9 W |
| 500 A | 0.10 mΩ | 50 mV | 25 W |
| 500 A | 0.20 mΩ | 100 mV | 50 W |
| 800 A | 0.10 mΩ | 80 mV | 64 W |
| 800 A | 0.20 mΩ | 160 mV | 128 W |
For a buyer, the lesson is not that every project needs a micro-ohm target. The lesson is that high-current RFQs should define performance expectations early. If the busbar is part of a low-voltage, high-current platform, voltage drop can be a commercial selling point because it affects system efficiency. If the busbar sits near temperature-sensitive electronics, heat loss can become a packaging constraint. If the busbar is connected to expensive modules, joint heating can become a warranty risk.
JUMAI’s article on rigid busbar thermal management discusses heat dissipation as a primary design constraint, not an afterthought. That mindset should also appear in the RFQ. Buyers should not ask for “same as sample” unless they know the sample passed thermal validation under realistic conditions.
Choose material language carefully
Material specification is one of the most common sources of ambiguity in custom rigid busbar purchasing. Terms such as “red copper,” “pure copper,” “copper plate,” or “T2 copper” may be understood locally, but global sourcing benefits from recognized designations. Buyers should provide a preferred grade and acceptable equivalents when possible.
For many industrial busbars, C11000 ETP copper is a common high-conductivity option. The Copper Development Association’s C11000 alloy page lists C11000 as Electrolytic Tough Pitch copper, with 99.90% minimum copper content and a minimum conductivity of 100% IACS in the annealed condition; it also reports 101% IACS electrical conductivity at 68°F for the physical property table (Copper.org C11000). ASTM B187/B187M is also highly relevant because it establishes requirements for copper conductor bars, rods, and shapes for electrical bus applications, including dimensional, mechanical, electrical resistivity, and chemical composition requirements (ASTM B187/B187M).
The table below gives practical RFQ language for common copper decisions. The specific choice should be validated by the buyer’s engineering team and the applicable project standard.
| Material option | Typical reason to choose it | RFQ wording example | Buyer caution |
|---|---|---|---|
| C11000 / ETP copper | Common high-conductivity busbar material with good forming and availability | “Material: C11000 ETP copper, or supplier-recommended equivalent, certificate required.” | Avoid high-temperature reducing atmosphere welding without proper review because ETP copper contains oxygen. |
| C10100 / C10200 oxygen-free copper | Higher-purity requirement, vacuum/electronics/sensitive joining applications | “Material: oxygen-free copper, C10100 or C10200 preferred, certificate required.” | Usually higher cost and may not be necessary for standard panel busbars. |
| Tinned copper | Oxidation resistance and common bolted electrical contact finish | “Base material C11000; full tin plating or selective tin plating on contact areas.” | Define plating thickness and masked areas if contact windows matter. |
| Nickel-plated copper | Better temperature and corrosion resistance than tin in some environments | “Nickel plating required on full surface, thickness to be confirmed.” | Higher cost and possible contact compatibility review needed. |
| Silver-plated copper | Low contact resistance in high-performance contacts and switching interfaces | “Selective silver plating on mating surfaces only.” | Expensive; should be used where the performance benefit is justified. |
| Bare copper | Lower processing cost, useful in controlled environments or internal unfinished parts | “Bare copper, deburred, anti-oxidation packaging requested.” | Oxidation, handling marks, and contact preparation must be considered. |
Buyers sometimes over-specify material because they want safety. That is understandable, but unnecessary material requirements can increase cost without improving the application. For example, oxygen-free copper may be important in special joining or high-vacuum contexts, but many rigid busbar applications perform well with ETP copper when the design, plating, and joints are controlled. On the other hand, under-specifying material can be dangerous. A supplier that quotes only “copper” without grade, temper, and certificate plan may be cheaper at first, but the buyer may not know what was delivered.
A strong RFQ should also mention temper or mechanical condition if bend performance matters. Soft annealed copper is easier to form but may have different mechanical rigidity than harder temper material. Harder material may hold shape better but increase bending force and springback. If the busbar has tight bends, multiple forming steps, or flatness-sensitive terminals, the material condition should be discussed before quotation.
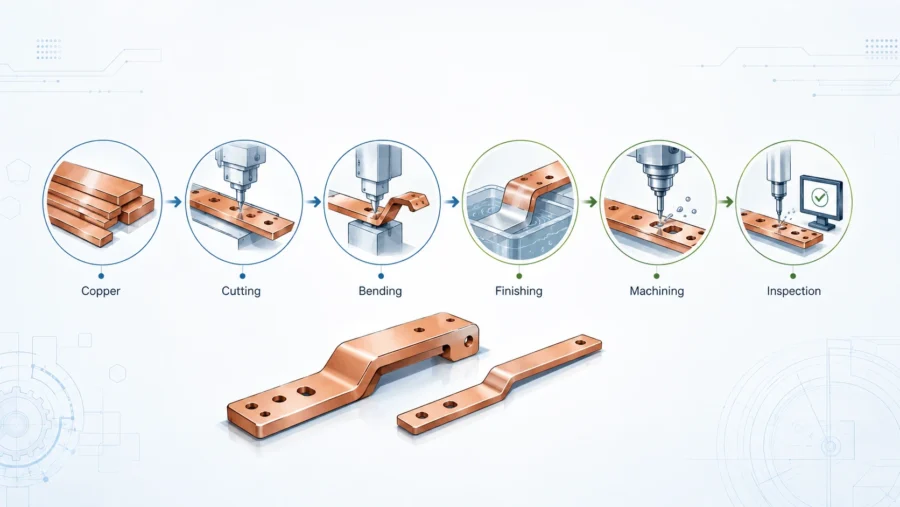
Provide a drawing that controls the right dimensions
A custom rigid busbar is a drawing-controlled part. Photos are useful, but photos cannot replace toleranced geometry. A supplier can often make a preliminary quotation from a sample or sketch, but serious production quotation requires controlled dimensions.
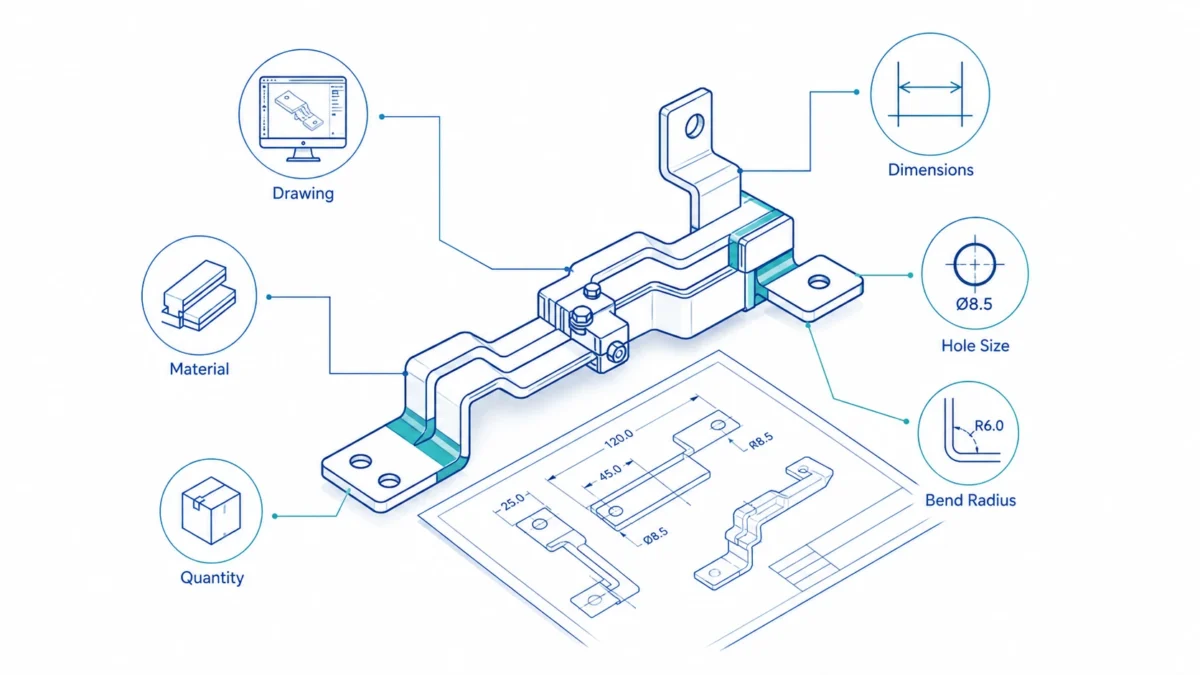
A useful drawing should include overall length, width, thickness, hole diameters, slot dimensions, bend angles, bend radii, distance between hole centers, terminal flatness zones, insulation windows, plating areas, and critical-to-function tolerances. It should also show which dimensions are reference dimensions and which dimensions must be inspected. If the drawing includes a 3D shape, the bend direction must be unambiguous. Many mistakes happen when a flat drawing does not clearly show whether a bend goes up or down.
Buyers should provide 3D files when possible. STEP files are especially helpful for formed rigid busbars because they allow the supplier to check collisions, bending sequence, tooling access, and assembly interfaces. A 2D PDF drawing is still needed for tolerances, material notes, surface finish, and inspection requirements. The best RFQ package usually includes both.
The table below shows a practical hierarchy of geometry information.
| Geometry input | Good for | Limitations |
|---|---|---|
| Hand sketch with main dimensions | Early budget estimate or concept discussion | Not enough for production quotation or quality control. |
| Sample part | Reverse engineering and supplier review | Sample may include hidden defects or may not represent intended nominal dimensions. |
| 2D PDF drawing | Quotation, tolerance review, inspection plan, commercial alignment | May be insufficient for complex 3D bends unless views are very clear. |
| STEP/3D model | Forming review, collision check, assembly fit, bend sequence | Must be supported by a 2D drawing for tolerances and notes. |
| Flat pattern | Laser/stamping blank estimate and nesting review | Must be validated against final bend geometry and springback. |
A good drawing does not need to apply tight tolerances everywhere. In fact, it should not. Over-tolerancing increases cost. The buyer should identify the dimensions that truly affect function: hole-to-hole distance for mounting, terminal flatness for contact, bend location for enclosure clearance, insulation window position for electrical safety, and edge condition around insulation. Dimensions that do not affect function can have normal manufacturing tolerance.
For high-volume parts, the drawing should also distinguish prototype tolerances from production tolerances if the process route will change. A prototype may be laser cut and manually formed, while production may use stamping dies and controlled forming. The buyer should not assume that a handmade sample automatically represents stable mass production. At JUMAI, this is why we often discuss precision stamping, forming, and tooling strategy early, especially when the busbar will move from sample to recurring production.
Define holes, slots, and terminals as electrical interfaces
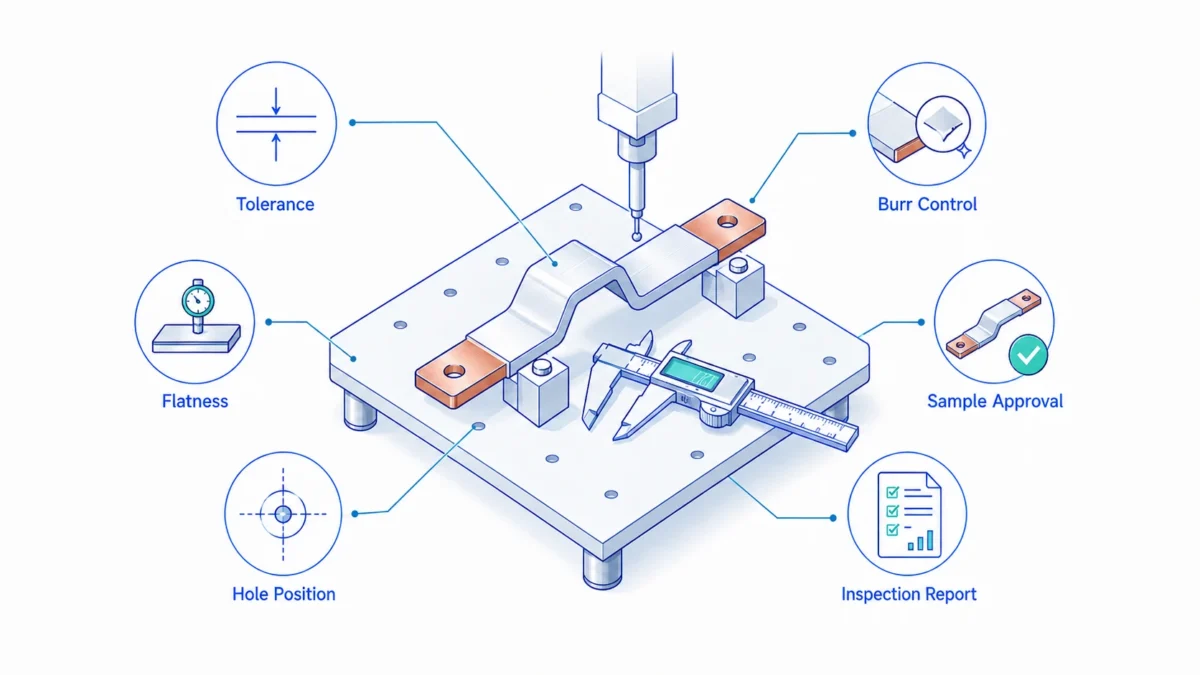
Holes and slots are not only mechanical features. In a rigid busbar, they are electrical interfaces. The quality of a bolted joint depends on contact area, surface finish, flatness, plating, torque, washer stack, thread engagement, and alignment. If the hole is off-position, the assembler may force the part into place, creating stress. If the hole has burrs, the bar may not sit flat. If the plating is uneven or masked incorrectly, contact resistance can rise.
Buyers should provide bolt size, washer type, torque requirement, mating material, and whether the joint is copper-to-copper, copper-to-tin, copper-to-nickel, copper-to-aluminum, or copper-to-plated terminal. They should also define whether elongated slots are allowed. Slots can make assembly easier, but they may reduce contact area or create uncertainty in final position. If a slot is necessary for tolerance compensation, it should be intentional.
For contact surfaces, the RFQ should specify flatness if needed. A thick busbar that is punched and then bent near a terminal can distort. If terminal flatness is critical, the drawing should show a “no bend deformation” or flatness zone around the contact area. For very high-current joints, the buyer may also define surface roughness, plating thickness, or required resistance measurement.
Below is an example of how terminal requirements can be translated into RFQ language.
| Terminal detail | Weak RFQ wording | Stronger RFQ wording |
|---|---|---|
| Hole | “2 holes for M8 bolts” | “2 x Ø8.5 mm holes for M8 bolts; hole position tolerance ±0.15 mm; burr-free contact side.” |
| Slot | “slot as drawing” | “10 mm x 18 mm slot; slot direction along X axis; no sharp burr; supplier to confirm contact area.” |
| Contact finish | “tin plated” | “Tin plating on contact surfaces, 5-10 μm target, masked insulation window per drawing.” |
| Flatness | “must be flat” | “Terminal contact zone flatness ≤0.10 mm over 30 mm x 30 mm area after forming.” |
| Torque | Not stated | “Assembly torque 18 N·m with Belleville washer; supplier to review hole edge and plating suitability.” |
These details may seem small, but they often decide whether a busbar is easy to install. A reliable supplier will review these features and may suggest small changes to improve manufacturability, reduce burr risk, or improve contact quality.
Decide plating and surface treatment before the quote is locked
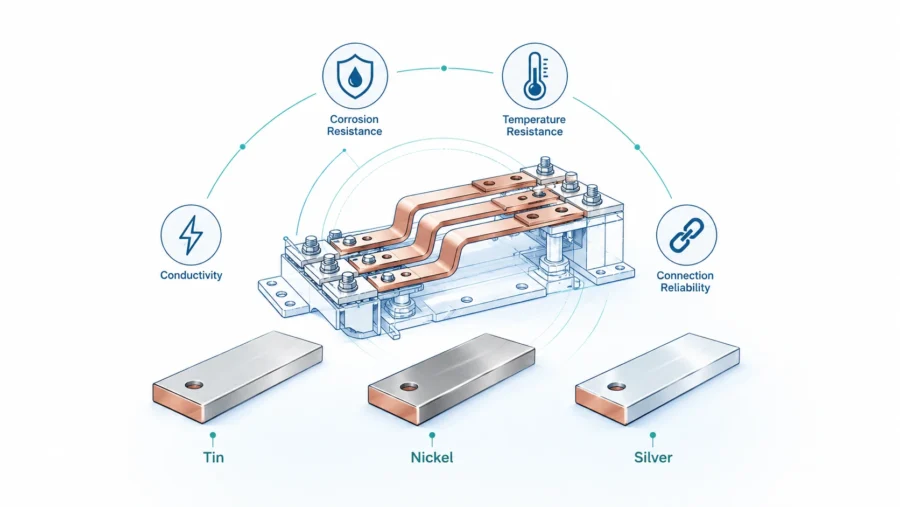
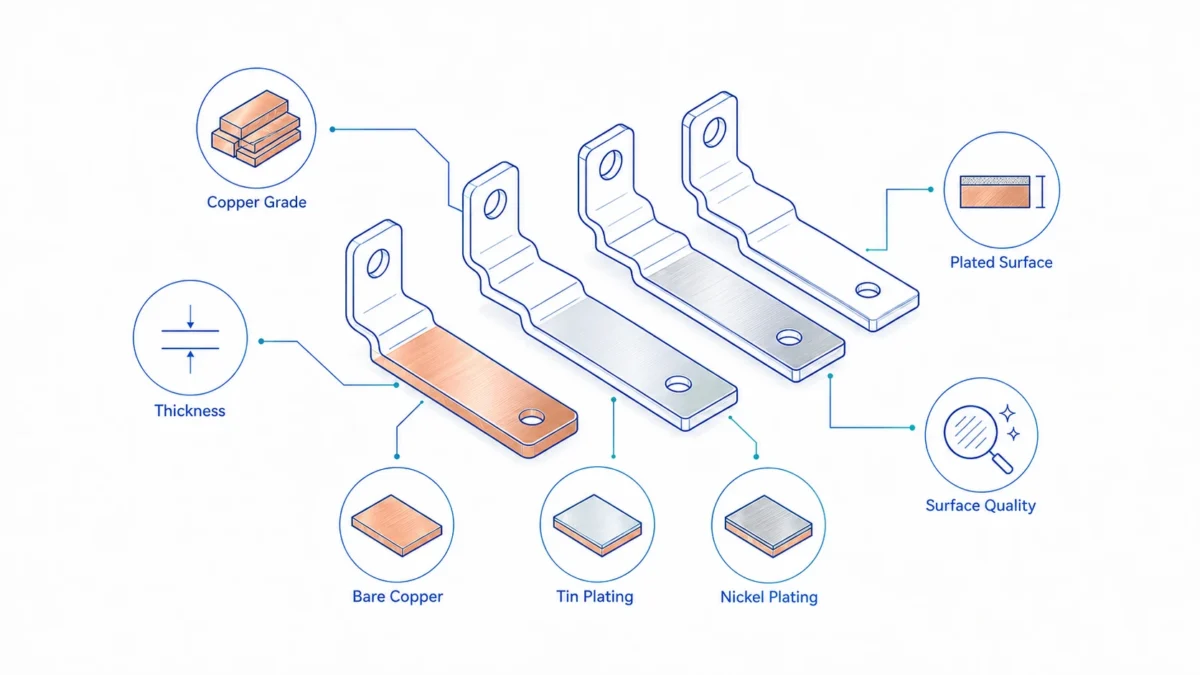
Surface finish is a cost driver and a reliability driver. Buyers should not leave it until after price negotiation. Tin, nickel, and silver plating differ in cost, lead time, contact behavior, temperature capability, corrosion resistance, and supplier process control. Full plating is simpler to specify but may be more expensive than necessary. Selective plating can save cost but requires clear masking and inspection criteria.
Tin plating is common for copper busbars because it improves oxidation resistance and provides a practical contact surface for many electrical assemblies. Nickel plating can be preferred when temperature or corrosion exposure is more demanding. Silver plating may be used for premium contact interfaces, high-performance switching areas, or applications where low contact resistance is critical. Bare copper can be acceptable in controlled environments, but buyers should understand that copper will oxidize over time and may require protected packaging or contact preparation.
The RFQ should include plating thickness, plated area, masked area, color/appearance expectations, adhesion requirements, and relevant test requirements. If the buyer does not know the plating thickness, it can request supplier recommendation based on application. This is better than saying only “surface treatment required.”
| Finish choice | Commercial impact | Technical impact | Best RFQ practice |
|---|---|---|---|
| Bare copper | Lowest process cost, shorter route | Oxidation and handling sensitivity | Use only when environment and contact preparation are understood. |
| Full tin plating | Moderate added cost, common supply chain | Improved oxidation resistance and contact practicality | Define thickness and whether threaded/inner hole surfaces must be covered. |
| Selective tin plating | Can reduce cost for larger parts | Requires masking control and inspection | Provide plating map or marked drawing. |
| Nickel plating | Higher cost than tin | Better corrosion/temperature behavior in selected applications | Confirm mating material and contact behavior. |
| Silver plating | Highest common plating cost | Excellent contact performance in specialized interfaces | Use selectively and define contact zones precisely. |
| Anti-oxidation packaging | Small added cost | Protects bare/plated parts during storage and shipping | Specify storage period, bagging, desiccant, and handling limits. |
Surface finish also connects to copper-price risk and quotation validity. Copper is a globally traded commodity, and the World Bank publishes monthly and annual commodity price data through its Commodities Price Data, also known as the Pink Sheet. For copper-intensive parts, buyers should expect quotes to have validity windows or material-adjustment rules. A serious RFQ should therefore state the expected quote validity period, forecast volume, and release schedule. That helps the supplier plan material procurement and reduces commercial friction later.
Specify insulation as a designed feature, not a wrap
Insulation is one of the most misunderstood items in rigid busbar RFQs. Buyers may write “with insulation” without defining voltage, temperature, thickness, dielectric requirement, color, coverage, window areas, adhesion, flame rating, or assembly interference. But insulation affects safety, fit, thermal behavior, and manufacturability.
IEC 60664-1 is a useful reference point because it deals with insulation coordination for equipment connected to low-voltage supply systems, including clearances, creepage distances, and solid insulation criteria for equipment up to AC 1,000 V or DC 1,500 V according to the official IEC 60664-1 description. The exact requirement for a busbar assembly depends on the final product standard, pollution degree, overvoltage category, altitude, material group, and system design. The busbar supplier should not be expected to guess those values. The buyer should provide the required insulation system or ask for a recommendation based on clear application data.
Common insulation methods include heat shrink tubing, epoxy powder coating, PVC/PET sleeves, silicone sleeves, polyimide film, and molded or assembled insulating covers. Each method has trade-offs. Heat shrink is flexible and familiar, but wall thickness around bends and corners must be controlled. Epoxy powder coating gives a conformal surface and can look clean, but coating thickness, edge coverage, masking, and adhesion must be managed. Sleeves can work well for straight sections but may be difficult around complex 3D bends. Insulating covers may be best when the busbar needs serviceable access.
| Insulation method | Advantages | Watch points for RFQ |
|---|---|---|
| Heat shrink tube | Common, cost-effective, flexible for many shapes | Define material, shrink ratio, thickness, temperature rating, color, and window location. |
| Epoxy powder coating | Conformal coating, clean appearance, good for complex surfaces when controlled | Define coating thickness, dielectric target, masked areas, adhesion, edge coverage, and acceptance defects. |
| PET/PVC sleeve | Efficient for simpler straight or lightly formed parts | Confirm temperature rating, bend compatibility, and sleeve movement during assembly. |
| Silicone sleeve | Higher flexibility and temperature capability in some designs | Confirm wall thickness, tear resistance, and fit in tight enclosures. |
| Polyimide/Kapton film | Useful in compact high-temperature electrical insulation zones | Requires careful wrapping or lamination process control. |
| Rigid insulating cover | Serviceable and protective, useful for exposed busbar zones | Requires separate part design, mounting method, and clearance review. |
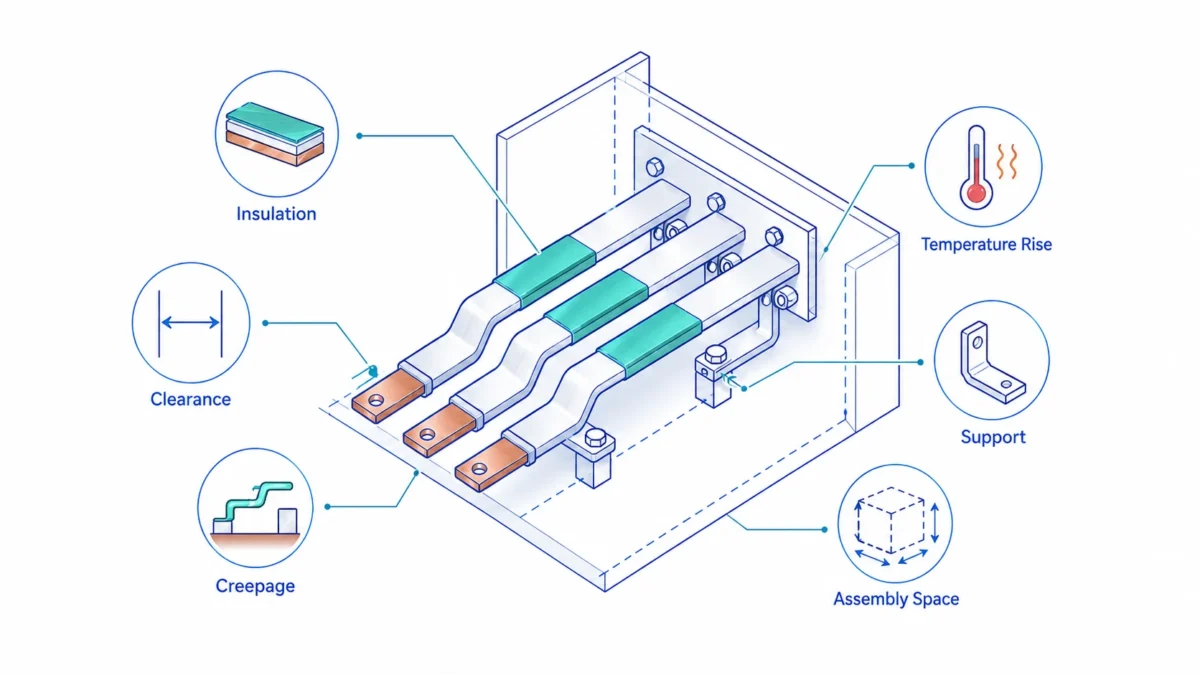
Buyers should also define insulation windows. A common rigid busbar may need insulation over the conductor body but bare plated terminals at both ends. The transition line must be controlled so that the bare contact area is large enough for electrical connection but not so large that clearance is reduced. If multiple busbars are stacked, insulation thickness affects spacing and assembly height. If a busbar passes near grounded metal, coating thickness and tolerance may decide whether the design fits.
JUMAI’s work in compact cabinet rigid busbar design is especially relevant here. Compact systems often fail not because the copper cannot carry current, but because the insulation, bend, bolt head, support, and clearance all compete for the same few millimeters.
Include the operating environment
The same busbar can perform well in one environment and fail early in another. Temperature, humidity, vibration, chemical exposure, altitude, salt mist, dust, and enclosure sealing all affect design choices. A busbar inside a clean indoor cabinet may not need the same finish as a busbar used in outdoor charging equipment. A busbar near a battery pack may see vibration and thermal cycling. A busbar used in a marine or coastal area may need stronger corrosion planning.
Buyers should provide a short environmental profile. It does not need to be a full validation plan, but it should include the most important conditions.
| Environmental factor | Information to provide | Why it matters |
|---|---|---|
| Ambient temperature | Normal and maximum ambient, such as -40°C to 85°C | Affects current rating, insulation material, plating, and thermal expansion. |
| Enclosure condition | Open air, ventilated cabinet, sealed IP-rated cabinet, forced-air cooling | Heat dissipation depends strongly on airflow and enclosure design. |
| Humidity and corrosion | Indoor dry, outdoor, coastal, condensation risk, salt spray requirement | Drives plating, coating, and packaging decisions. |
| Vibration and shock | Static equipment, mobile equipment, EV, rail, wind turbine, machine tool | Determines whether rigid, flexible, or hybrid busbar design is better. |
| Altitude | Use above 2,000 m if applicable | Clearance and insulation coordination may require correction. |
| Chemical exposure | Oil mist, coolant, battery electrolyte risk, cleaning agent exposure | Affects insulation and surface finish selection. |
| Service life | Prototype, short-life test system, 10-year industrial equipment, 20-year energy equipment | Helps balance cost, validation, and documentation level. |
This information also helps decide whether a rigid busbar is truly the best structure. In some assemblies, a rigid busbar is ideal because the terminals are fixed and the system needs high repeatability. In other assemblies, a flexible copper busbar or braided copper connection may be better because the terminals move, vibrate, or expand differently. JUMAI’s article on flexible copper busbar vs. solid bars explains this choice in more detail. A good supplier should not force every requirement into a rigid solution. The right answer may be rigid, flexible, braided, or a hybrid assembly.
Clarify standards, compliance, and documentation early
Documentation can change the quotation as much as the physical part. A sample with basic dimensions may be quick. A production part with material certificates, plating reports, first article inspection, RoHS/REACH documentation, traceability labels, and customer-specific inspection records requires more process control.
Buyers should state what documents are required for the quotation stage, sample stage, and production stage. The buyer should also identify whether the final product must satisfy a specific standard or customer specification. Common references may include ASTM material standards, IEC low-voltage equipment and assembly standards, UL product standards, automotive quality requirements, RoHS/REACH environmental documentation, or customer drawings and quality manuals.
The table below gives a practical documentation menu.
| Document or verification item | When it is useful | RFQ instruction example |
|---|---|---|
| Material certificate | Most production orders, especially high-current copper parts | “Provide material certificate with copper grade and batch traceability.” |
| Dimensional inspection report | Samples and first production lots | “Provide inspection report for critical dimensions marked on drawing.” |
| First Article Inspection (FAI) | New part, new tooling, or customer validation | “FAI required for first sample batch.” |
| Plating thickness report | Tin/nickel/silver plated busbars | “Plating thickness report required for contact zones.” |
| Insulation test report | Coated or sleeved high-voltage busbars | “Hipot/dielectric test requirement to be confirmed; supplier to quote optional test.” |
| RoHS/REACH statement | Electronics, EV, export-oriented industrial products | “RoHS and REACH compliance statement required.” |
| PPAP-style package | Automotive or high-volume controlled programs | “Quote PPAP Level to be discussed; include tooling and documentation timeline.” |
| Packaging specification | Long-distance export or cosmetic plated parts | “Parts individually protected; contact surfaces must not be scratched.” |
A buyer should avoid requesting every possible document by default. Excessive documentation adds cost and can slow delivery. The right approach is to match documentation to risk. A prototype used for fit check may not need the same documentation as a part released for automotive production. A low-voltage grounding bar may not need the same testing as a high-voltage battery module conductor. However, if the final customer requires specific documents, the RFQ must say so early.
Provide quantity, forecast, and program stage
A rigid busbar quotation depends heavily on quantity and program stage. One prototype piece, fifty validation samples, five thousand production pieces, and fifty thousand annual pieces are not the same business. The process route may change from laser cutting to stamping, from manual bending to dedicated forming fixtures, and from simple packaging to line-side trays. If the buyer provides only “please quote 100 pieces,” the supplier may not know whether this is a one-time spare order or the start of a large program.
A clear RFQ should include:
- Prototype quantity
- Pilot batch quantity
- Expected annual usage
- Estimated project lifetime
- Release schedule or demand forecast
- Whether tooling cost should be quoted separately or amortized
- Whether the buyer wants a low upfront tooling cost or the lowest production unit price
Tooling strategy is especially important. For early development, a low-tooling route may be best because the design may change. For production, dedicated tooling can reduce unit price, improve repeatability, and lower inspection effort. Buyers sometimes push for the lowest sample price, then later discover that the sample process is not scalable. It is better to tell the supplier the program stage so the quote can separate prototype cost from production cost.
| Program stage | Buyer priority | Supplier quotation focus |
|---|---|---|
| Concept | Rough feasibility and budget | Provide design comments, approximate cost drivers, and material options. |
| Prototype | Fast samples for fit and electrical review | Use flexible process route, flag features that may change in production. |
| Validation | Repeatable samples and documentation | Control dimensions, plating, insulation, and test records. |
| Pilot production | Assembly feedback and process stabilization | Improve fixtures, packaging, inspection plan, and batch traceability. |
| Mass production | Cost, yield, consistency, delivery reliability | Use optimized tooling, stable material procurement, and quality controls. |
This separation is commercially powerful. It allows purchasing teams to compare suppliers on equal terms. A supplier offering a very low prototype price may not be the lowest-risk production partner. A supplier with higher tooling cost may deliver lower total cost at volume. The RFQ should make the business scenario clear enough for this comparison.
Share assembly context, not only part geometry
Rigid busbars are installed into assemblies. They do not float in free space. The supplier needs to know what the busbar connects to, what surrounds it, and how it will be installed. This is especially important for formed busbars with bends, offsets, stacked phases, or insulation windows.
Buyers should share assembly context whenever possible. This may include a simplified enclosure drawing, photos of the cabinet, terminal layout, CAD screenshots, neighboring components, insulator positions, bolt access direction, and installation sequence. Sensitive information can be removed. The supplier does not need the entire machine design; it needs enough context to avoid making a part that is dimensionally correct but difficult to install.
For example, a drawing may show a perfect 90-degree bend, but the assembly may not allow a tool to tighten the bolt after installation. A busbar may fit in CAD but interfere with a washer during torque. A plating window may look correct on the bar but be too close to a grounded bracket. A hole may be dimensionally correct but impossible to align if the busbar has no tolerance compensation. These are the problems that assembly context helps prevent.
JUMAI’s article on rigid busbar benefits for high-voltage switchgear emphasizes that busbars are often structural and thermal elements, not just conductors. When buyers share assembly context, suppliers can review those structural and thermal functions more effectively.
Understand the cost drivers before negotiation
A buyer can negotiate better when they understand what drives cost. In custom rigid busbars, the unit price is influenced by copper mass, copper grade, scrap rate, cutting method, hole complexity, bend count, tolerance level, plating area, insulation method, testing, documentation, packaging, tooling, and demand stability.
A low price can be misleading if it excludes key requirements. For example, one supplier may quote bare copper without plating report, while another quotes tin plating with controlled contact areas and certificate. One supplier may assume general tolerance, while another includes flatness control and 100% visual inspection. One supplier may quote prototype laser cutting, while another quotes production tooling. The line item “copper busbar” may hide very different scopes.
| Cost driver | Why it changes price | How buyers can control it |
|---|---|---|
| Copper mass | Copper is a major material cost in busbars | Provide actual current and temperature requirements so the bar is not oversized. |
| Material grade | Oxygen-free or special copper costs more than common ETP copper | Specify performance need, not premium grade by habit. |
| Scrap and nesting | Complex shapes and large holes can increase material waste | Allow supplier to suggest shape optimization if function is not affected. |
| Tolerance | Tight tolerance requires better tooling, inspection, and process control | Mark only critical dimensions as tight. |
| Bend count and complexity | More bends require forming control and may increase rejection risk | Share 3D model and allow DFM review. |
| Plating | Full plating, nickel, and silver add cost and lead time | Use selective plating where technically acceptable. |
| Insulation | Coating, masking, and dielectric testing add process steps | Define exact insulation areas and performance targets. |
| Documentation | FAI, PPAP, reports, and traceability require quality resources | Match documentation level to project risk. |
| Packaging | Export protection and individual wrapping add cost | Specify what surfaces are critical and what protection is required. |
| Tooling | Dedicated dies and fixtures add upfront cost | Separate prototype and production quotations. |
The most constructive negotiation is not simply “reduce price.” It is “reduce unnecessary cost without increasing risk.” A buyer may discover that a slightly wider tolerance, a modified bend radius, selective plating, or a revised hole shape can lower cost while maintaining performance. This is why DFM review has commercial value.
Prepare questions for supplier engineering review
A strong RFQ should invite supplier review. Buyers do not need to know every manufacturing detail before asking for a quote. But they should ask targeted questions that reveal whether the supplier understands the part.
Useful questions include:
| Supplier review question | What a strong answer should include |
|---|---|
| Is the selected copper grade suitable for the bend geometry and application? | Discussion of conductivity, formability, temper, certificate, and equivalent options. |
| Are the bend radii and hole distances manufacturable without cracking or distortion? | Comments on minimum bend radius, springback, flatness, and forming sequence. |
| Is the plating specification appropriate for the mating terminals and environment? | Contact compatibility, plating thickness, masking, corrosion, and cost impact. |
| Are insulation windows and coating thickness practical for the part shape? | Coating/sleeving method, masking, edge coverage, dielectric concerns, and inspection. |
| Can the design be optimized to reduce copper mass or scrap? | Suggestions that preserve current rating and assembly function. |
| What dimensions should be critical-to-quality? | Identification of hole positions, terminal flatness, bend locations, and coating windows. |
| What documents are included in the quote? | Clear separation of standard documents and optional charged documents. |
| How will prototype manufacturing differ from production manufacturing? | Process route, tooling plan, sample-to-production risk, and expected timeline differences. |
These questions make supplier comparison more objective. A supplier that only returns a price may be useful for simple commodity bars, but custom rigid busbars usually benefit from engineering conversation. For buyers in demanding applications, the best partner is not always the supplier with the fastest price. It is the supplier that can explain assumptions, identify risks, and help turn a design into a repeatable production part.
Avoid common RFQ mistakes
Many RFQ problems repeat across industries. They are easy to avoid once buyers know what to look for.
The first mistake is sending only a photo. A photo may show shape, but it does not show tolerances, material grade, plating thickness, insulation requirements, or current rating. A photo is useful for context; it is not a specification.
The second mistake is copying an old drawing without checking the new application. A busbar used in a 200 A cabinet may not be safe for a 400 A redesign. A part that worked in an indoor enclosure may need different plating for outdoor equipment. A material that was acceptable for a prototype may not satisfy production documentation.
The third mistake is treating plating as cosmetic. Plating is part of contact reliability. If plating thickness, contact area, and masking are unclear, the supplier cannot accurately quote or control the interface.
The fourth mistake is ignoring insulation thickness in the assembly. A copper bar may fit in CAD, but coating, sleeve thickness, tolerance, and bend variation may create interference. Insulation should be part of the 3D design envelope.
The fifth mistake is asking for very tight tolerances everywhere. Tight tolerances should be used where they protect function. If every dimension is critical, the part becomes expensive and harder to produce. A clear drawing tells the supplier where precision matters most.
The sixth mistake is not stating the program stage. Prototype, validation, and mass production may need different process routes. If the supplier does not know the future demand, it cannot suggest the right tooling strategy.
The seventh mistake is comparing quotes that do not include the same scope. One quote may include plating, inspection, and packaging; another may not. Buyers should normalize quotations before choosing.
A practical RFQ template buyers can copy
The following template can be used directly when preparing an RFQ for custom rigid busbars. It is intentionally simple so that engineering and purchasing teams can fill it out quickly.
| RFQ field | Buyer input |
|---|---|
| Project name | |
| Application | |
| Busbar function | Main power path / module interconnect / phase conductor / ground / neutral / adapter / other |
| System voltage | |
| Rated current | |
| Peak current and duration | |
| AC/DC/frequency | |
| Allowable temperature rise | |
| Allowable voltage drop or resistance target | |
| Short-circuit requirement | |
| Material grade | |
| Temper | |
| Thickness / width / geometry | See attached drawing and 3D file |
| Critical dimensions | |
| Surface finish | Bare / tin / nickel / silver / selective plating / supplier recommendation |
| Plating thickness | |
| Insulation method | Heat shrink / epoxy powder coating / sleeve / cover / none / supplier recommendation |
| Insulation windows | See drawing |
| Mating terminal material | |
| Bolt size and torque | |
| Operating environment | |
| Required standards | |
| Required documents | Material certificate / inspection report / plating report / FAI / RoHS/REACH / other |
| Prototype quantity | |
| Pilot quantity | |
| Annual forecast | |
| Target delivery | |
| Destination and Incoterms | |
| Quote currency and validity | |
| Open questions for supplier |
A buyer does not need to complete every field before making contact. However, the more fields that are completed, the more useful the quotation will be. If information is unknown, write “to be recommended by supplier” or “to be confirmed after engineering review.” This makes the uncertainty visible and helps the supplier respond intelligently.
How JUMAI supports custom rigid busbar RFQs
JUMAI approaches custom rigid busbars as engineered components, not generic copper strips. Our work across precision copper busbars, deep-drawn components, and precision stamping dies allows us to review both electrical and manufacturability concerns. That is valuable because a busbar often interacts with brackets, housings, covers, stamped terminals, spacers, and other metal parts.
When a buyer sends an RFQ, JUMAI can review drawings, material choice, bend feasibility, hole and slot design, plating and insulation strategy, surface quality, packaging requirements, and documentation needs. For rigid busbars, we pay close attention to conductor geometry, copper grade, punching quality, bend accuracy, deburring, plating, insulation windows, terminal flatness, and sample-to-production repeatability. For related designs, we can also discuss flexible or braided alternatives where rigid construction is not the best fit.
The benefit for buyers is not only technical. It is commercial. A supplier that understands the part can help reduce unnecessary copper mass, avoid over-tolerancing, choose practical plating, improve tooling strategy, and prevent late design changes. In many programs, these savings are more meaningful than a small discount on conversion cost.
JUMAI’s broader product and manufacturing context can be reviewed through the Precision Stamped & Deep-Drawn Components Series, which introduces precision copper busbars, deep-drawn components, and precision stamping dies as connected capabilities. For buyers sourcing custom rigid busbars, that connection matters because electrical parts often require mechanical accessories. A busbar may need a formed shield, a copper terminal, a stamped support, a protective cap, or a custom cover. Keeping these items within a coordinated manufacturing review can reduce interface problems.
What a strong RFQ email can look like
A strong RFQ email is concise but complete. It does not need to be long. It simply needs to point the supplier to the right attachments and clarify the important questions.
Example:
Subject: RFQ – Custom Rigid Copper Busbars for 600 A DC Power Cabinet
Dear JUMAI Team,
We are requesting a quotation for custom rigid copper busbars used in a 600 A DC power cabinet. Please review the attached 2D drawings, STEP files, and application summary.
Application: indoor industrial DC power cabinet, ventilated enclosure, copper busbars connecting DC input terminals to power modules. Electrical data: 600 A continuous, 900 A peak for 10 seconds, 750 V DC maximum, target temperature rise ≤35°C at 40°C ambient. Material: C11000 ETP copper preferred; supplier may recommend equivalent if suitable. Surface finish: tin plating on contact areas; please recommend plating thickness. Insulation: epoxy powder coating or heat shrink acceptable; please recommend based on drawing and clearance. Contact windows must remain uncoated. Assembly: M10 bolted joints, 35 N·m torque, copper-to-tinned copper mating surfaces. Documents: material certificate, critical dimension inspection report, plating thickness report for samples. Quantity: 20 prototype sets, 200 pilot sets, estimated annual demand 5,000 sets after validation. Please quote prototype and production options separately, including tooling if recommended. Please also comment on any DFM issues, bend risks, plating concerns, or cost-saving suggestions.
Best regards,
This email gives the supplier enough information to respond with both price and engineering comments. It also invites alternative recommendations without losing control of the requirements.
Final checklist before sending the RFQ
Before sending the RFQ, buyers should review the checklist below. It can prevent most avoidable quotation delays.
| Final check | Yes/No |
|---|---|
| Is the application clearly described? | |
| Are rated current, voltage, duty cycle, and temperature expectations included? | |
| Is a 2D drawing attached with material, thickness, critical dimensions, and notes? | |
| Is a STEP/3D file attached for formed or complex busbars? | |
| Are bend directions and bend radii clear? | |
| Are hole sizes, slot shapes, bolt sizes, and torque requirements defined? | |
| Is the copper grade or acceptable material range stated? | |
| Is plating type, plating area, and thickness requirement stated or requested? | |
| Is insulation type, coverage, window area, and dielectric requirement stated or requested? | |
| Is the operating environment described? | |
| Are required standards, certificates, and inspection reports listed? | |
| Are prototype quantity, production forecast, and target delivery included? | |
| Are Incoterms, destination, quote currency, and quote validity expectations included? | |
| Are open questions clearly marked for supplier recommendation? |
If several items are missing, the buyer can still start a discussion, but the first response should be treated as a preliminary estimate. For a production-ready quotation, the missing items should be resolved.
Conclusion: better RFQ input creates better busbar outcomes
Custom rigid busbars are simple in appearance but demanding in execution. They must carry current, manage heat, fit precisely, maintain safe spacing, support reliable joints, survive the environment, and remain repeatable from prototype to production. That is why buyers should prepare more than a rough size and quantity before requesting a quote.
A strong RFQ for custom rigid busbars should include application context, electrical requirements, drawings, material preference, plating, insulation, terminal details, environmental conditions, documentation needs, quantity forecast, and commercial terms. This does not make the purchasing process slower. It makes the real quotation process faster because the supplier can answer the right question from the start.
For buyers, the goal is not only to get a price. The goal is to reduce technical uncertainty, avoid hidden cost, shorten sample iteration, and select a supplier who can support the project from first concept to stable production. JUMAI is positioned to support that process through precision copper busbar manufacturing, rigid and flexible busbar design review, deep-drawn component capability, and precision stamping experience. If your project requires custom rigid busbars for EV systems, battery packs, switchgear, renewable energy equipment, data center power distribution, industrial cabinets, or other high-current assemblies, prepare the RFQ information above and send the complete package for review. A clearer RFQ is the first step toward a safer, more efficient, and more commercially successful busbar program.