Choosing a manufacturer for Rigid Busbars is not the same as buying ordinary copper bar stock. A rigid busbar may look simple from a distance: a flat copper conductor with holes, bends, plating, and insulation. In a real power distribution system, however, that conductor becomes part of the electrical, thermal, mechanical, safety, and assembly strategy of the whole product. If the busbar is too small, heat rises. If the holes are slightly misaligned, installation slows down. If the bend radius is unrealistic, copper stress increases. If burrs remain near an insulation edge, dielectric risk increases. If plating quality is inconsistent, contact resistance can become a hidden reliability problem. If packaging is weak, flatness and surface quality can be damaged before the parts ever reach the assembly line.
This is why buyers should not choose a rigid busbars manufacturer only by unit price. The better question is: can this supplier translate a custom power distribution requirement into repeatable, inspectable, production-ready copper components? For OEMs, electrical panel builders, EV battery system developers, energy storage integrators, data center power equipment manufacturers, and renewable energy equipment companies, the answer directly affects project timing, validation cost, safety margin, and long-term reliability.
At JUMAI, the rigid busbar discussion normally begins with the system rather than the drawing alone. The website describes JUMAI as a precision hardware and connectivity manufacturer offering Precision Copper Busbars, Deep-Drawn Components, Precision Stamping Dies, and high-performance tooling solutions. That combination matters because many custom busbar projects do not stop at the conductor. They may also require terminal plates, brackets, spacers, shields, covers, formed copper parts, stamped accessories, and tooling support. A manufacturer with only cutting and punching capability may quote the copper shape, but a manufacturer with broader metal forming and tooling knowledge can often reduce assembly risk before it becomes expensive.
This guide explains how to evaluate a rigid busbars manufacturer from a commercial and engineering perspective. It is written for decision makers who need a clear, practical framework: procurement managers, electrical engineers, project managers, product designers, and sourcing teams. It avoids unnecessary theory while still covering the details that matter in custom power distribution projects.
Table of Contents
The market context: power systems are becoming denser, hotter, and less forgiving
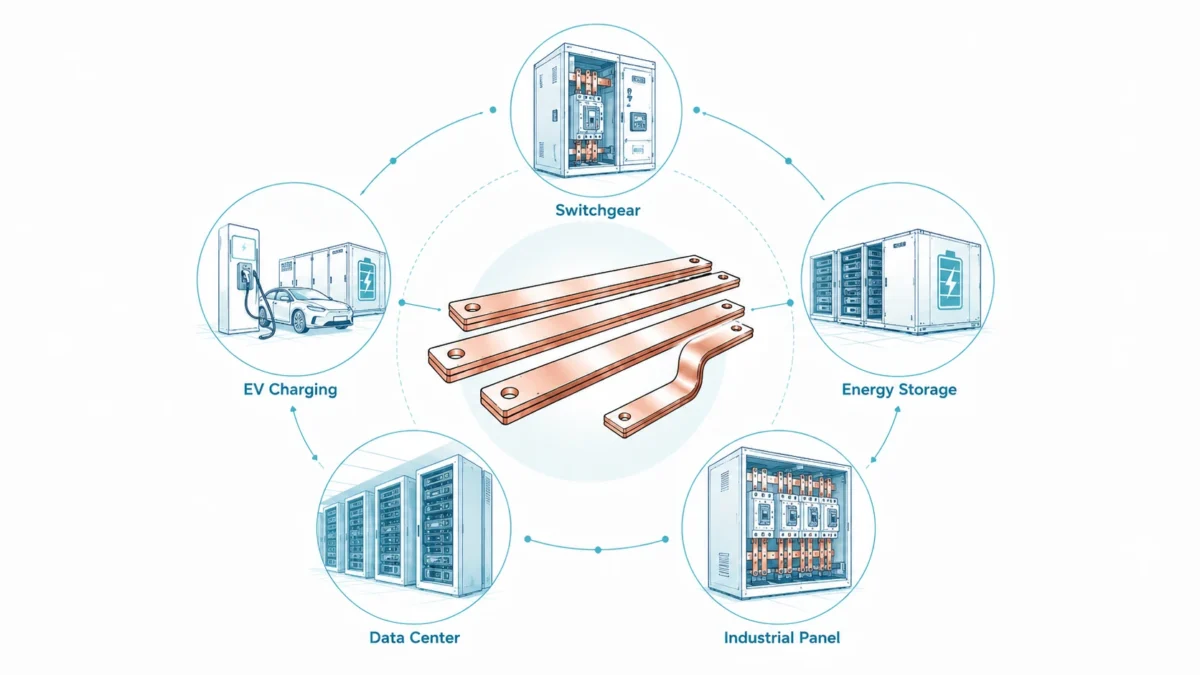
Rigid busbars are becoming more important because modern electrical systems are moving toward higher current, higher power density, tighter packaging, and faster production cycles. Electric vehicles, battery energy storage systems, solar inverters, data centers, industrial power cabinets, switchgear, and charging infrastructure all place stronger demands on power interconnects.
The International Energy Agency reported in its Global EV Outlook 2025 that electric car sales exceeded 17 million globally in 2024 and accounted for more than 20% of new car sales. That is not just a vehicle-market statistic. It also indicates growing demand for high-current conductors inside battery packs, inverters, onboard chargers, DC distribution units, charging piles, and energy storage interfaces. Each of those systems depends on reliable current paths.
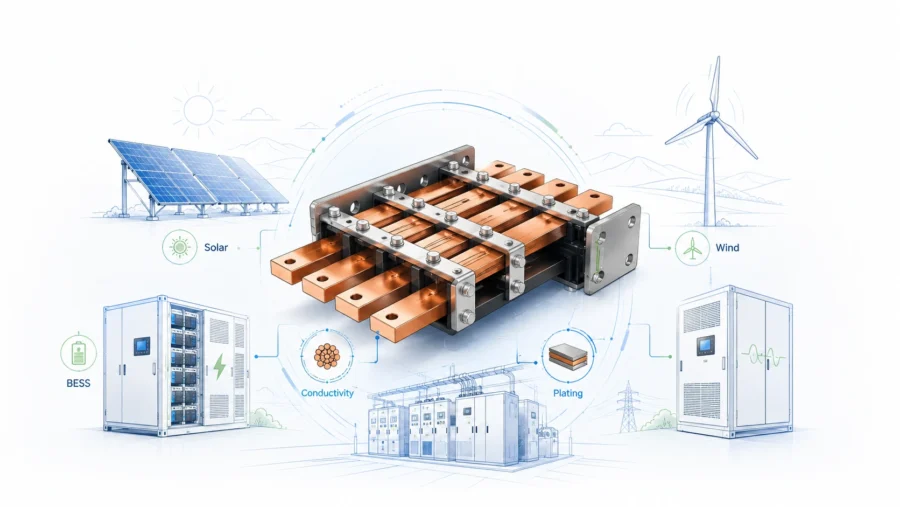
Renewable power is another driver. The IEA’s Renewables 2024 analysis forecasts global annual renewable capacity additions rising from 666 GW in 2024 to almost 935 GW in 2030, with solar PV and wind representing most of the additions. More renewable capacity means more inverters, combiner boxes, grid interconnection equipment, power conversion systems, and battery storage projects. Rigid copper busbars often serve as the organized, low-resistance current backbone inside these assemblies.
Data centers also increase the pressure on electrical infrastructure. The U.S. Energy Information Administration stated in its January 2026 Short-Term Energy Outlook press release that U.S. electricity demand is expected to grow for four consecutive years, with large computing centers and data centers as a major driver. The same EIA release forecasts solar generation growth and continuing power demand expansion through 2027 in the United States. For power distribution equipment makers, this reinforces a practical point: customers need conductors that support higher current, lower loss, compact layouts, predictable installation, and stable thermal behavior.
| Industry signal | Reported data point | Why it matters for rigid busbars manufacturers |
|---|---|---|
| EV growth | IEA reported more than 17 million electric car sales in 2024, above 20% of new car sales globally | Battery packs, inverters, DC links, and charging systems need scalable, repeatable high-current conductors |
| Renewable expansion | IEA forecast annual renewable capacity additions from 666 GW in 2024 to almost 935 GW in 2030 | Solar, wind, storage, and grid equipment require reliable busbar-based power routing |
| Data center electricity demand | EIA linked U.S. electricity demand growth through 2027 partly to large computing facilities | High-density server and power cabinets need low-loss, organized, thermally controlled copper paths |
| Standards pressure | IEC 61439 and ASTM B187/B187M define important assembly and copper conductor requirements | Supplier selection must consider verification, material traceability, dimensional control, and documentation |
This market context explains why “good enough copper parts” are not good enough for many custom projects. As current levels rise and space becomes limited, small production errors become system-level problems. The right rigid busbars manufacturer must therefore be both a fabricator and an engineering partner.
What rigid busbars do inside a custom power distribution project
A rigid busbar is a solid conductive component, usually made from copper or aluminum, designed to carry electrical current between power devices. In many high-performance systems, copper is preferred because it combines high electrical conductivity, excellent thermal conductivity, good formability, and strong connection performance. The Copper Development Association explains that copper conductivity is commonly expressed as a percentage of the International Annealed Copper Standard, or IACS, and that commercially pure copper products can exceed 100% IACS because of modern processing improvements.
In custom power distribution projects, rigid busbars may connect breakers, contactors, fuses, IGBT modules, battery modules, rectifiers, transformers, capacitors, terminals, switchgear compartments, or DC distribution blocks. Compared with flexible cable, a formed rigid busbar provides a more organized current path. It can reduce wiring clutter, improve repeatability, support compact assembly, simplify phase identification, and make thermal behavior easier to predict.
A rigid busbar can also act as a mechanical part. It may support hardware, maintain fixed spacing, define a current path inside a cabinet, or become part of a modular assembly. This dual role is useful, but it also raises the manufacturing requirement. The part must be electrically correct and mechanically correct at the same time. A busbar with excellent copper purity but poor flatness may still create installation problems. A beautifully plated busbar with wrong hole spacing is still a failed part. A low-cost busbar with unacceptable burrs may introduce safety or insulation risk.
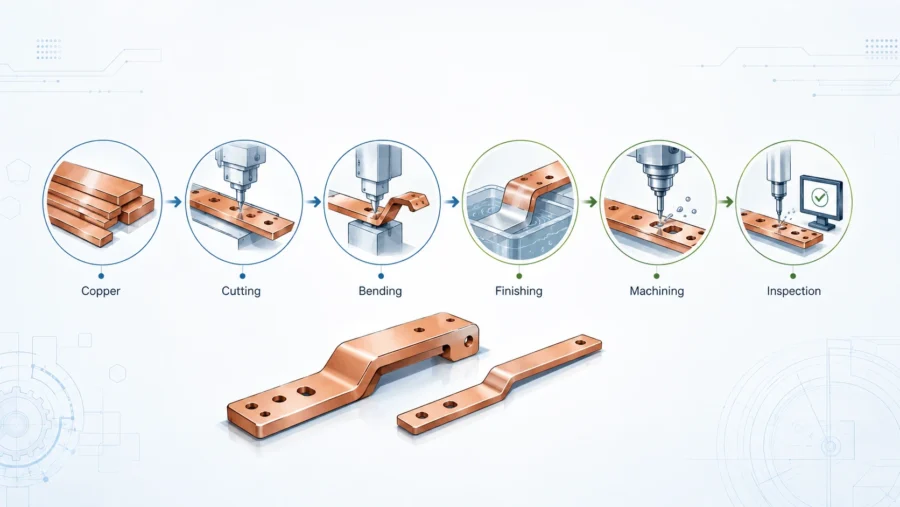
JUMAI’s custom precision copper busbar guide describes rigid copper busbars as high-current, static installation components used in applications such as data center power distribution units, large switchboards, and transformers. The same guide emphasizes cutting, punching, bending, stamping, surface treatment, and customization. That is the correct way to think about the product: not as a commodity, but as a controlled manufacturing result.
Start with the application, not with the drawing
Many RFQs begin with a drawing, a quantity, and a target price. That is useful, but it is not enough. A responsible rigid busbars manufacturer should ask why the part exists and how it will be used. The purpose is not to delay quotation. The purpose is to prevent incorrect assumptions from becoming expensive design mistakes.
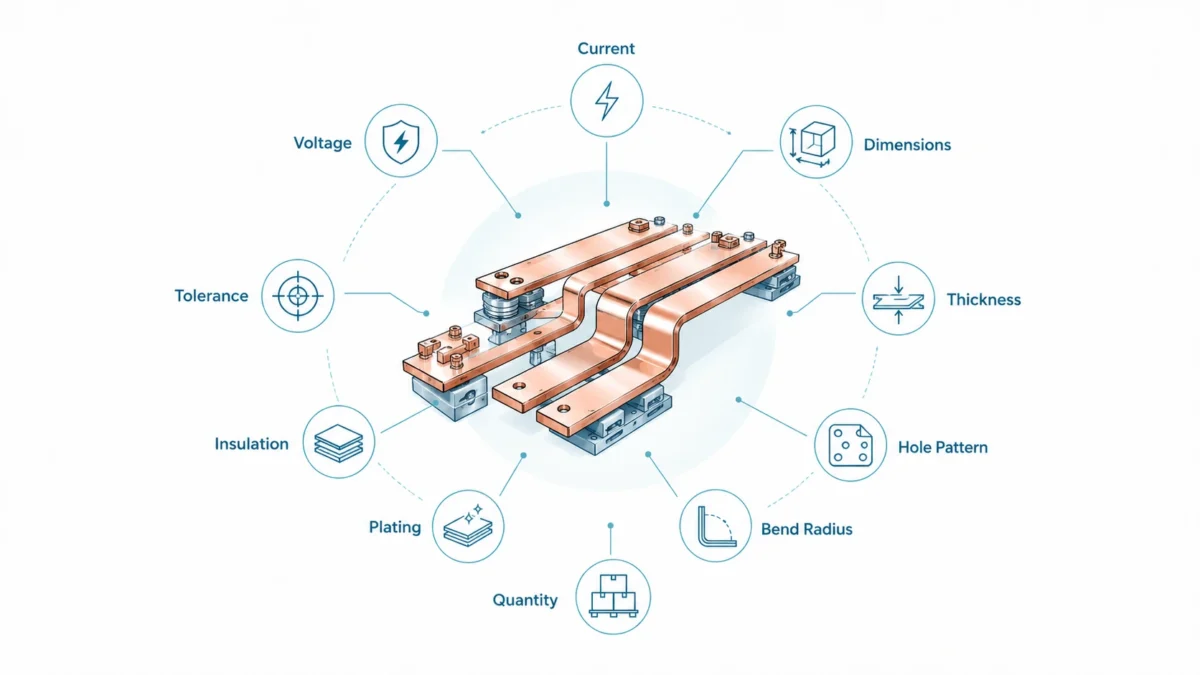
A simple drawing may show length, width, thickness, holes, bends, and plating. It may not show continuous current, peak current, ambient temperature, enclosure ventilation, allowable temperature rise, torque method, mating terminal material, coating requirement, creepage and clearance limits, vibration condition, required documents, or expected ramp-up schedule. Yet those details often decide whether the busbar is properly engineered.
The buyer should therefore prepare an application profile before comparing suppliers. This does not need to be complicated. It simply needs to describe the electrical envelope, mechanical interfaces, operating environment, and commercial plan.
| RFQ input | What the buyer should provide | Why the manufacturer needs it |
|---|---|---|
| Continuous current | Rated current, duty cycle, operating profile | Determines conductor size, heat rise, and margin |
| Peak or fault current | Short-time current, pulse current, short-circuit target if known | Affects mechanical force, joint design, spacing, and validation |
| Voltage | AC/DC rating, phase arrangement, insulation requirement | Affects creepage, clearance, insulation windows, and coating plan |
| Environment | Ambient temperature, humidity, salt spray, chemical exposure, altitude | Affects plating, insulation, corrosion protection, and derating |
| Mechanical layout | 2D drawings, 3D files, mating terminals, cabinet space, bend zones | Affects manufacturability, flatness, hole alignment, and installation |
| Assembly method | Bolt size, torque, washer type, access direction, installation sequence | Affects hole design, terminal flatness, plating wear, and packaging |
| Quality level | Inspection standard, FAI, PPAP-style records, certificates, traceability | Defines documentation workload and production control |
| Volume plan | Prototype quantity, pilot quantity, annual volume, ramp schedule | Determines tooling strategy, process route, MOQ, and cost model |
When a supplier quotes instantly without asking any application questions, buyers should be careful. It may mean the supplier is assuming a standard process that does not match the project. For low-risk parts, that may be acceptable. For custom power distribution projects, it often creates hidden risk.
Evaluate engineering capability before evaluating price
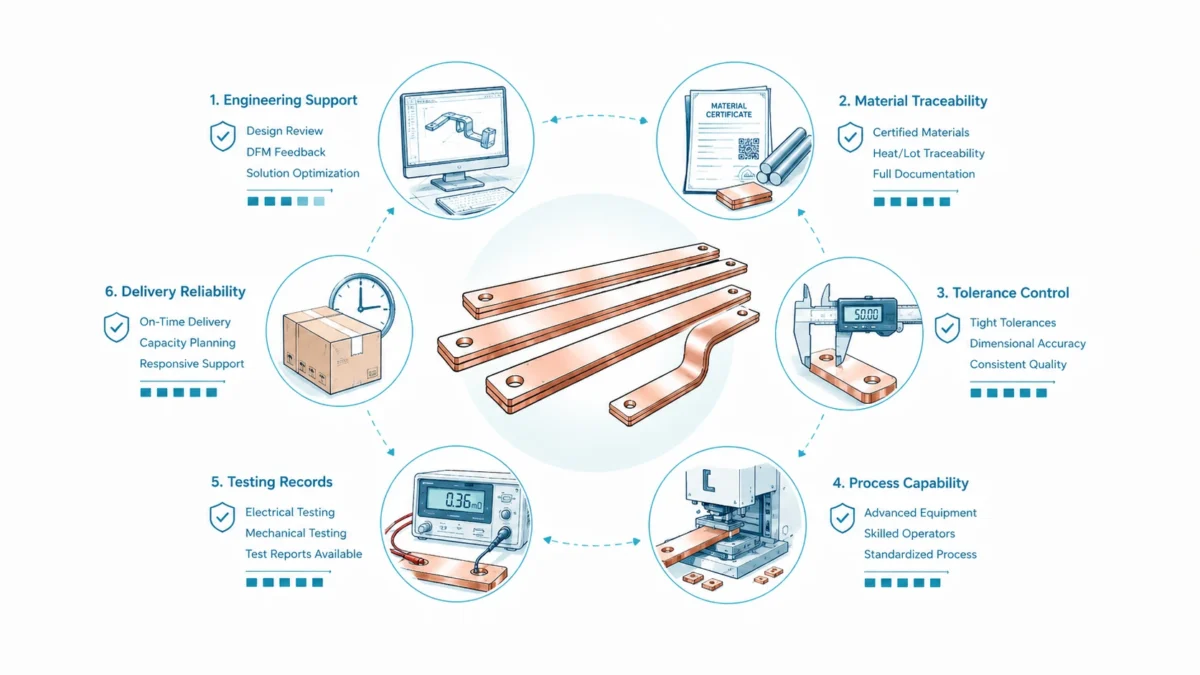
Engineering capability is the first filter. A strong manufacturer understands the relationship between geometry, current, heat, material, tooling, forming, surface treatment, insulation, and assembly. The supplier does not need to redesign the entire power system, but it should be able to challenge details that could cause manufacturing or reliability problems.
For example, if the drawing requires a tight bend too close to a punched hole, the manufacturer should flag the risk of deformation or cracking. If a hole tolerance is unnecessarily tight, the manufacturer should explain whether it increases cost without improving function. If plating is specified over sharp edges, the supplier should discuss deburring and edge radius. If the busbar will connect to aluminum terminals, the supplier should raise questions about galvanic corrosion and contact protection. If a thick copper bar has several close bends, the supplier should review bend sequence, springback, and tooling access.
This engineering review has commercial value. It reduces sample iterations, avoids late design changes, improves yield, and helps the buyer compare quotations on the same technical basis. A low quote that ignores risk is not really cheaper. It merely transfers the cost to the validation stage.
A practical way to evaluate suppliers is to send the same RFQ package to several candidates and compare the questions they ask. The strongest supplier is often not the one that replies fastest. It is the one that identifies the most relevant risks and gives practical options.
| Engineering review area | Strong manufacturer behavior | Weak manufacturer behavior |
|---|---|---|
| Current and temperature | Asks about duty cycle, ambient temperature, ventilation, and allowable rise | Quotes only from width and thickness |
| Bend design | Checks bend radius, grain direction, nearby holes, and springback | Treats all bends as simple angle features |
| Hole and slot design | Reviews tolerance, burr direction, terminal fit, and hardware clearance | Punches holes without discussing mating parts |
| Plating and contact zones | Separates functional contact surfaces from cosmetic surfaces | Treats plating as a generic finish |
| Insulation | Confirms voltage, creepage, clearance, coating windows, and edge quality | Applies insulation without reviewing dielectric risk |
| Assembly | Asks about torque access, installation sequence, and packaging protection | Ships parts without considering production handling |
| Documentation | Offers certificates, inspection data, and traceability plan | Provides only invoice and packing list |
Check material knowledge and traceability
Material selection is fundamental. ASTM’s B187/B187M standard covers copper conductor bars, rods, and shapes for electrical bus applications and includes dimensional, mechanical, electrical resistivity, and chemical composition requirements. This is important because “copper” is not a complete specification. Buyers should define or confirm copper grade, temper, conductivity expectation, mechanical requirements, and certificate needs.
Common copper choices for rigid busbars include electrolytic tough pitch copper, oxygen-free copper, and other high-conductivity copper grades depending on regional standards and application requirements. In many industrial projects, C11000 or equivalent high-conductivity copper is common. Some projects may use T2 copper terminology, while others use C11000, Cu-ETP, or regional equivalents. A qualified manufacturer should understand these equivalences and should be able to explain what will be supplied.
Temper is also important. Soft copper may be easier to bend and form, while harder temper may provide better stiffness. The wrong temper can affect bend quality, flatness, stress, and dimensional repeatability. For rigid busbars used as structural conductors, the supplier should not treat temper as an afterthought.
Traceability should match project risk. A simple industrial cabinet may need basic material certificates. A high-volume EV or energy storage program may need heat number traceability, incoming inspection records, plating batch records, dimensional reports, and sample approval documents. Buyers should clarify this early because documentation is part of cost and lead time.
| Material decision | Practical buyer question | Supplier answer should include |
|---|---|---|
| Copper grade | What exact copper grade or equivalent will be used? | UNS, EN, GB, JIS, or equivalent designation; conductivity expectation; certificate plan |
| Temper | Is the copper soft, half-hard, hard, or otherwise specified? | Reason for temper selection and impact on bending and stiffness |
| Thickness tolerance | What tolerance applies to the copper stock? | Supplier stock specification and incoming inspection method |
| Conductivity | Is conductivity tested or certified? | Certificate value or inspection method when required |
| Lot traceability | Can each batch be traced back to material and plating records? | Batch labeling, certificate handling, and retention process |
| Substitution control | Can the supplier change equivalent material without approval? | Clear change-control rule before production |
Look for real manufacturing breadth, not only basic cutting
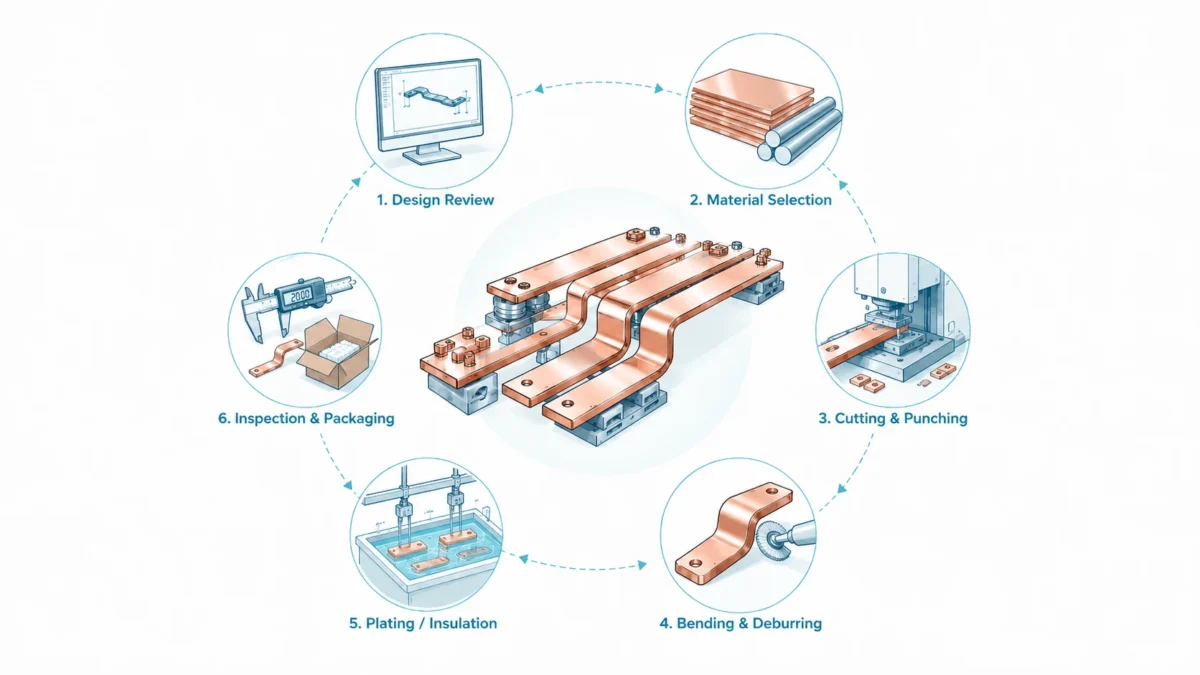
Rigid busbar manufacturing may involve shearing, sawing, CNC machining, punching, stamping, bending, deburring, edge rounding, cleaning, plating, insulation, marking, inspection, and packaging. The process route depends on geometry, thickness, quantity, tolerance, and finish. A prototype may be machined or manually processed. A production part may need stamping dies, forming tools, fixtures, or automated inspection. The supplier should be able to explain how the sample route becomes a repeatable production route.
This is where JUMAI’s broader manufacturing background is relevant. The site highlights precision copper busbars as well as deep-drawn components, stamping dies, and tooling. For custom projects, that breadth can support adjacent needs such as stamped accessories, deep-drawn covers, brackets, shields, and terminal components. Buyers working on compact power modules often discover that the copper conductor is only one part of the assembly challenge.
A manufacturer with tooling knowledge can also help with cost reduction. For example, if the first prototype is produced by CNC machining, that may be acceptable for validation. But when annual volume increases, a stamping or progressive tooling strategy may reduce cost, improve hole repeatability, and shorten cycle time. A supplier that can support both prototype and production thinking helps the buyer avoid switching suppliers during ramp-up.
| Capability | Why it matters | What to verify |
|---|---|---|
| Cutting and blanking | Controls outside profile, length, and edge condition | Method, tolerance, burr control, stock utilization |
| Punching and stamping | Controls holes, slots, windows, and production speed | Tooling accuracy, burr direction, die maintenance, repeatability |
| Bending and forming | Controls 3D fit and stress | Bend radius, angle tolerance, springback control, fixture strategy |
| Deburring and edge treatment | Protects operators, insulation, plating, and mating surfaces | Burr limit, edge radius, inspection criteria |
| Plating | Improves corrosion resistance and contact reliability | Tin, nickel, silver, local plating control, thickness report |
| Insulation | Improves safety and compactness | Heat shrink, powder coating, dip coating, masking, dielectric test plan |
| Tooling | Enables repeatable mass production | Tool design, maintenance, changeover, spare strategy |
| Inspection | Confirms conformance | CMM, gauges, conductivity, coating thickness, visual standards |
| Packaging | Protects flatness and finish | Layer separation, anti-scratch materials, batch labels, export packing |
Understand surface treatment as an electrical decision
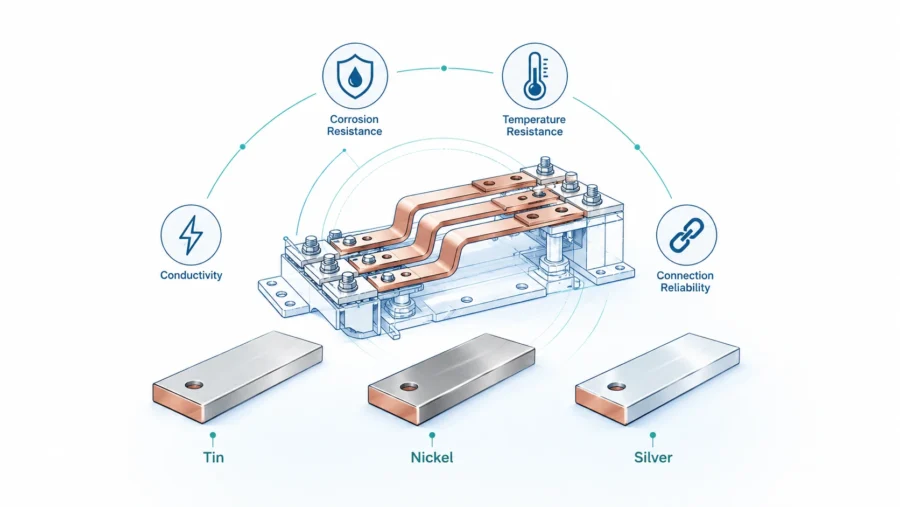
Plating is not cosmetic decoration. For rigid busbars, surface treatment can affect contact reliability, corrosion resistance, solderability, galvanic compatibility, and maintenance behavior. Bare copper conducts well, but exposed copper surfaces oxidize. Oxide layers can increase contact resistance, especially at bolted joints. For many power distribution assemblies, tin plating is a practical and cost-effective choice. Nickel or silver may be used for more demanding contact, temperature, or corrosion requirements.
JUMAI’s precision copper busbar content discusses tin plating, nickel plating, silver plating, heat shrink tubing, epoxy powder coating, and dip coating as surface treatment or insulation options. When selecting a manufacturer, buyers should confirm whether the supplier controls plating directly or through a qualified partner, how thickness is inspected, whether masking is possible, and how contact areas are protected after plating.
The buyer should also specify whether the whole part or only selected areas require plating. Fully plated parts may be easier to manage, but local plating or masked insulation windows may be necessary when the part has defined contact zones, grounding points, or assembly interfaces. If insulation is applied after plating, the supplier must control coating adhesion, edge coverage, and exposed windows.
| Surface option | Typical use | Advantages | Questions to ask |
|---|---|---|---|
| Bare copper | Short-life prototypes, protected internal environments | Lowest processing cost, high conductivity | Is oxidation acceptable during storage and use? |
| Tin plating | General industrial busbars, humid environments, mixed-metal joints | Good corrosion protection, cost-effective, solderable | What thickness range, adhesion test, and salt-spray target are required? |
| Nickel plating | Higher temperature, wear, and corrosion conditions | Harder surface, good barrier properties | Will contact resistance and application temperature be validated? |
| Silver plating | High-performance contact zones | Very low contact resistance | Is the cost justified by the electrical requirement? |
| Heat shrink insulation | Defined straight or moderately shaped sections | Economical, color-coded, common | Are the ends and windows positioned accurately? |
| Epoxy powder coating | Complex rigid shapes and compact spacing | Durable, conformal, good for custom shapes | What dielectric test and edge coverage criteria apply? |
A common sourcing mistake is asking several suppliers for “tin-plated copper busbar” without defining thickness, contact zone, masking, solderability, storage condition, or inspection method. The quotes may look comparable, but the actual products may not be comparable at all.
Confirm standards awareness and compliance support
A busbar manufacturer does not automatically certify the complete switchgear, panel, inverter, or energy storage system. However, the manufacturer’s work must support the buyer’s final compliance path. This is especially important for low-voltage switchgear assemblies, industrial control panels, busway systems, EV battery systems, and export projects.
The IEC webstore describes IEC 61439-1 as covering definitions, service conditions, construction requirements, technical characteristics, and verification requirements for low-voltage switchgear and controlgear assemblies. IEC 61439-2 covers power switchgear and controlgear assemblies within defined voltage and application limits. For North American switchboard projects, UL Solutions describes UL 891 as a standard for switchboards widely recognized in major North American markets.
These standards are not a substitute for professional engineering review, but they show what serious buyers care about: rated voltage, temperature rise, short-circuit withstand, clearances, creepage, construction verification, routine verification, and documentation. A rigid busbar supplier should understand that its part may affect those outcomes.
For example, a busbar’s width and thickness influence temperature rise. The spacing between phases affects electrical clearance. The bend shape may affect mechanical withstand under fault current. The insulation coating may affect dielectric performance. The hole pattern and flatness affect joint quality. The plating affects contact resistance. If the supplier does not understand these links, the buyer may carry too much risk alone.
Evaluate design for manufacturability before prototype approval
Design for manufacturability, often called DFM, is one of the most valuable services a rigid busbars manufacturer can provide. DFM does not mean weakening the design. It means adjusting geometry, tolerances, bend sequence, plating plan, and inspection method so that the part can be produced repeatedly at the required cost and quality.
For rigid busbars, DFM usually focuses on several practical issues. First, the bend radius must be realistic for the copper thickness and temper. Second, holes should not be too close to bend lines unless the deformation is acceptable or controlled. Third, narrow slots and sharp internal corners should be reviewed for tooling durability. Fourth, burr direction should be considered so that burrs do not face critical contact or insulation surfaces. Fifth, plating and insulation windows should be designed with masking tolerance in mind. Sixth, flatness requirements should be meaningful and measurable.
DFM is especially important in compact enclosures. JUMAI’s content on rigid busbar design for compact cabinets is relevant because compact cabinets leave little room for routing mistakes, installation interference, and thermal accumulation. In a tight cabinet, a few millimeters can decide whether a busbar can be installed smoothly. A supplier should therefore review 3D fit, hardware access, sequence of installation, and risk of collision with neighboring components.
| DFM issue | Risk if ignored | Practical improvement |
|---|---|---|
| Bend too close to hole | Hole distortion, poor terminal fit, cracking risk | Move hole, increase distance, change bend sequence, use forming fixture |
| Overly tight tolerance | Higher cost, lower yield, slower delivery | Tighten only functional dimensions; use realistic general tolerance |
| Sharp corners | Tool wear, stress concentration, coating weakness | Add radius where function allows |
| Undefined burr direction | Insulation damage, poor contact, operator injury | Define burr side and deburring limit |
| Unclear coating windows | Assembly interference or dielectric weakness | Specify exposed copper areas and masking tolerance |
| No flatness standard | Joint resistance variation, installation rework | Define flatness only where function requires it |
| Poor packaging | Scratches, bent terminals, mixed batches | Use trays, separators, labels, and batch control |
Treat prototypes as engineering tools, not just samples
A prototype should answer questions. It should not merely prove that a supplier can make one part. For rigid busbars, prototype evaluation should test fit, assembly sequence, torque access, terminal flatness, plating coverage, insulation accuracy, heat behavior if required, and compatibility with the surrounding system.
Buyers often approve a prototype based only on dimensions. That is risky. A busbar may pass dimensional inspection but still fail in assembly because a tool cannot access a bolt, a coating edge interferes with a washer, or the part scratches easily during installation. The best prototype process includes mechanical fit checks and electrical thinking.
A good manufacturer should record what process was used to make the prototype and whether production will use the same route. If the prototype is machined but production will be stamped, the supplier should identify differences in edge quality, burr direction, bend behavior, and tolerance. If the prototype is manually deburred but production will use automated finishing, the acceptance criteria must be clear.
| Prototype gate | What to check | Pass condition |
|---|---|---|
| Dimensional fit | Hole position, bend angle, profile, flatness | Fits mating assembly without forcing or rework |
| Contact quality | Terminal flatness, plating coverage, surface cleanliness | Stable contact area after torque application |
| Installation | Tool access, sequence, hardware clearance | Operators can assemble consistently and safely |
| Insulation | Window position, coating edge, dielectric test if required | No exposed areas outside design intent; no coating damage |
| Thermal assumption | Heat rise estimate or test plan | Busbar size and environment match system requirement |
| Documentation | Inspection report, material certificate, plating data | Data supports engineering review and approval |
| Production transition | Planned mass-production route | Supplier explains how sample quality will be repeated |
Compare supplier quotations on total cost, not line-item price
Unit price is important, but it is not the whole commercial picture. A rigid busbar with a lower unit price can become expensive if it causes sample loops, assembly rework, late design changes, delayed validation, extra incoming inspection, or field failure. Procurement teams should compare total cost and risk.
The best way to compare quotations is to normalize the technical assumptions first. Do all suppliers quote the same copper grade? The same thickness tolerance? The same plating thickness? The same deburring standard? The same insulation method? The same inspection report? The same packaging? The same Incoterms? The same lead time? The same tooling ownership rule? Without normalization, the cheapest quote may simply be the least complete quote.
| Cost category | Low-price supplier risk | Strong supplier value |
|---|---|---|
| Engineering review | Hidden design problems move to prototype stage | Early DFM reduces iterations |
| Tooling | Cheap tool may have short life or poor repeatability | Proper tooling stabilizes production |
| Material | Vague copper grade may create conductivity or forming uncertainty | Clear material certificate and substitution control |
| Plating | Inconsistent thickness or poor masking | Defined surface quality and inspection |
| Insulation | Uneven coating or inaccurate windows | Controlled dielectric and assembly performance |
| Inspection | Buyer must inspect every lot aggressively | Supplier provides usable QC data |
| Packaging | Damage during transit | Protected finish and flatness |
| Lead time | Fast first quote, slow problem solving | Predictable project schedule |
A commercially mature manufacturer can discuss price structure clearly: material cost, conversion cost, tooling cost, plating cost, inspection cost, packaging cost, and logistics. This helps buyers negotiate intelligently. For copper-intensive parts, material price volatility also matters. Buyers should define quote validity, copper price adjustment rules, batch release strategy, and forecast sharing for repeat programs.
Check quality control where failure actually happens
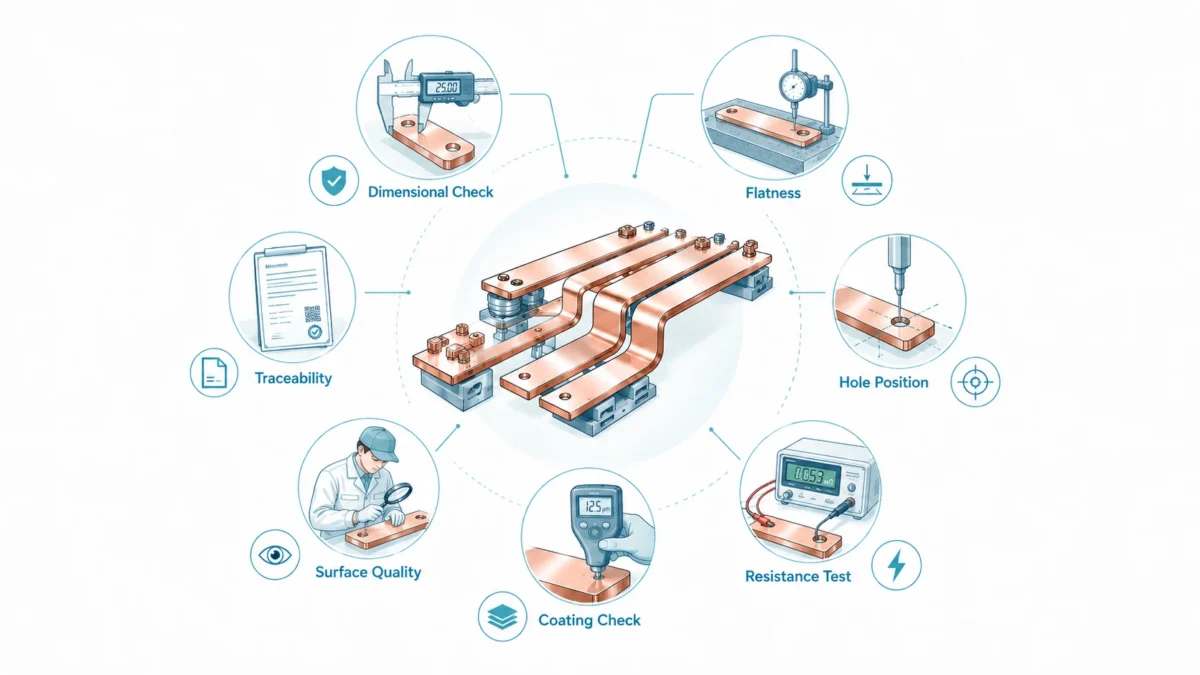
Quality control should focus on the features that affect function. For rigid busbars, common quality issues include wrong copper grade, wrong thickness, burrs, hole misalignment, bend angle error, surface scratches, plating defects, coating cracks, incorrect masking, poor flatness, mixed batches, missing labels, and packaging damage.
A supplier’s quality system should include incoming material inspection, process inspection, final inspection, and traceability. But buyers should not accept generic statements like “strict QC.” Ask what is inspected, how it is measured, how often it is measured, and what report can be provided.
For critical projects, a first article inspection report is useful. It should include key dimensions, material information, plating or coating data, and visual findings. For high-volume programs, the buyer may request control plans, gauge plans, process capability evidence, and change-control procedures. For many custom industrial projects, a practical inspection report with clearly marked key dimensions is enough.
| Quality item | Typical method | Why it matters |
|---|---|---|
| Material grade | Certificate review, incoming batch record | Confirms conductivity and mechanical expectation |
| Thickness and width | Caliper, micrometer, gauge | Affects ampacity, fit, and forming |
| Hole position | CMM, optical measurement, fixture gauge | Controls assembly alignment |
| Bend angle | Angle gauge, CMM, fixture | Controls 3D fit |
| Flatness | Surface plate, gauge, defined datum | Affects contact resistance and assembly force |
| Burr | Visual standard, burr height gauge if needed | Protects insulation, operators, and mating surfaces |
| Plating thickness | XRF or other thickness test | Confirms corrosion and contact performance |
| Coating insulation | Visual, thickness, dielectric test if required | Supports safety and compact layout |
| Packaging | Visual and label check | Prevents transit damage and batch confusion |
Confirm documentation before the order, not after shipment
Documentation is often discussed too late. A buyer may assume that material certificates, plating reports, dimensional reports, and compliance declarations are included. The supplier may assume that only standard inspection is required. This creates conflict at shipment.
The RFQ should define documentation requirements clearly. If the project requires material certificates, ask for them. If plating thickness reports are needed, state the minimum reporting requirement. If RoHS or REACH declarations are required for export programs, include them in the RFQ. If the buyer needs PPAP-style documentation, discuss it before quotation because it adds time and work.
| Document | When it is useful | Buyer instruction |
|---|---|---|
| Material certificate | Most custom busbar projects | Required for each batch or first order only? |
| Dimensional inspection report | Prototype, pilot, and critical production lots | Define key dimensions and sample size |
| Plating thickness report | Tin, nickel, silver, or other plated parts | Define measurement points and acceptance range |
| Coating or insulation report | Coated or heat-shrink insulated busbars | Define dielectric, thickness, or visual criteria |
| First article inspection | New tooling or first production run | Require before mass shipment approval |
| RoHS/REACH declaration | EU-related or global electronics programs | Confirm latest declaration format |
| Traceability record | EV, energy storage, switchgear, and high-reliability projects | Define batch labels and retention period |
| Change notice | Repeat programs | Require approval before material, process, tooling, or supplier changes |
A supplier that resists documentation may still be able to produce simple parts, but it may not be suitable for regulated or high-reliability projects.
Review adjacent manufacturing capability
Rigid busbars often interface with other metal parts. A custom power distribution module may require stamped terminals, busbar brackets, mounting plates, shielding covers, heat spreaders, deep-drawn housings, threaded inserts, insulating spacers, or tooling components. If these parts are sourced from multiple unrelated suppliers, the buyer must manage tolerance stack-up, material compatibility, timing, and accountability.
This is one reason to evaluate JUMAI for integrated projects. In addition to copper busbars, the site highlights precision stamped and deep-drawn components that deliver dimensional accuracy and structural integrity for demanding applications. The deep-drawn components page is especially relevant for buyers whose busbar project includes formed metal housings, covers, cups, or accessories. The metal stamping dies for thin-gauge copper busbar parts content also connects tooling strategy with repeatable copper part production.
An integrated manufacturer can sometimes reduce the number of suppliers involved in a project. More importantly, it can review the busbar and related parts together. For example, a bracket hole can be adjusted to improve busbar installation. A cover can be formed to improve clearance. A stamped terminal can be designed to reduce secondary machining. These small improvements can create large savings in assembly.
Ask how the manufacturer handles change control
Custom power distribution projects evolve. A terminal changes. A breaker model changes. A cabinet wall moves. A customer asks for higher current. A coating window changes. A production line requests faster installation. These changes are normal, but they must be controlled.
A good rigid busbars manufacturer should have a clear process for revision control. Drawings should be versioned. Samples should be labeled. Old and new revisions should not be mixed. Process changes should be communicated. Tooling changes should be recorded. Material substitutions should require approval when the project demands it.
Change control is especially important when a project moves from prototype to mass production. The buyer may approve Rev A based on a small sample. Then the production team may request Rev B for easier assembly. The supplier must make sure that Rev B is manufactured, inspected, packaged, and shipped under the correct revision. If revision discipline is weak, the buyer can receive mixed parts that look similar but behave differently.
| Change type | Possible impact | Control method |
|---|---|---|
| Material change | Conductivity, bend behavior, plating response | Buyer approval and certificate update |
| Thickness change | Ampacity, fit, bend force | Engineering review and drawing revision |
| Bend geometry change | Assembly fit, stress, clearance | Sample validation before release |
| Plating supplier change | Thickness, adhesion, appearance, corrosion behavior | Qualification and report comparison |
| Tooling repair or replacement | Hole position, burr, profile | First-piece inspection after change |
| Packaging change | Scratch, flatness, batch separation | Packaging approval for critical parts |
Use a scoring model to make supplier comparison objective
Procurement decisions become easier when the team uses a structured scorecard. The goal is not to make supplier selection mechanical. The goal is to prevent price from hiding technical risk.
| Evaluation factor | Weight | What good looks like | Warning sign |
|---|---|---|---|
| Engineering response | 20% | Supplier asks relevant current, temperature, layout, plating, and assembly questions | Supplier quotes from only width, thickness, and quantity |
| Material and traceability | 15% | Clear copper grade, temper, certificates, and batch control | Vague “red copper” or “copper material” description |
| Manufacturing capability | 15% | Cutting, punching, bending, deburring, plating, insulation, tooling, and inspection route are clear | Process route changes by batch or is outsourced without control |
| DFM support | 15% | Supplier suggests practical improvements to reduce risk or cost | Supplier avoids technical review |
| Quality documentation | 15% | Can provide FAI, inspection report, plating report, and traceability when required | Documentation is unavailable or only verbal |
| Production scalability | 10% | Prototype, pilot, and mass production plan are connected | Prototype is handmade with no production transition plan |
| Commercial flexibility | 10% | Clear tooling cost, MOQ, lead time, quote validity, packaging, and logistics | Low price but unclear assumptions |
A buyer can adapt this scorecard to its own project. For example, an EV battery program may give more weight to traceability and change control. A data center cabinet project may give more weight to thermal performance and production scalability. A low-volume industrial maintenance project may give more weight to speed and flexibility.
Red flags when choosing a rigid busbars manufacturer
Some warning signs appear early. They should not always disqualify a supplier, but they should trigger deeper review.
| Red flag | Why it matters | What to do |
|---|---|---|
| Supplier does not ask about current or temperature | Busbar size cannot be judged by geometry alone | Request engineering review before quotation approval |
| Copper grade is unclear | Material affects conductivity and forming | Require exact grade or accepted equivalent |
| Plating thickness is not defined | Surface quality may not match contact requirement | Specify thickness range and inspection method |
| Burr control is not discussed | Burrs can damage insulation or affect contact | Define deburring standard and burr direction |
| Prototype route differs from production route | Sample may not represent mass production | Ask for production transition plan |
| Supplier cannot provide inspection reports | Buyer carries excessive incoming inspection burden | Define report requirements before order |
| No revision control | Mixed revisions can reach assembly line | Require drawing revision and batch labeling |
| Packaging is generic | Parts may scratch, bend, or mix during transit | Approve packaging plan for critical surfaces |
| Supplier focuses only on low price | Hidden cost may appear later | Compare total cost and risk |
A practical step-by-step selection workflow
The following workflow helps buyers move from initial sourcing to production release without losing control.
Step 1: Define the system requirement. Clarify current, voltage, temperature, environment, assembly interfaces, and compliance context. Do not start only from copper dimensions.
Step 2: Prepare a complete RFQ package. Include 2D drawing, 3D file if available, copper grade preference, plating or insulation requirement, annual volume, sample quantity, documentation requirement, and target application.
Step 3: Ask for engineering feedback. Before comparing price, ask each supplier to identify risks, missing information, and DFM suggestions.
Step 4: Normalize quotations. Make sure all suppliers quote the same material, plating, tolerance, inspection, packaging, logistics, and tooling assumptions.
Step 5: Evaluate samples with real assembly conditions. Check dimensional fit, torque access, terminal flatness, coating windows, plating quality, and packaging.
Step 6: Confirm production route. Ask how the supplier will move from prototype to pilot and mass production. Confirm tooling, inspection, and change-control plans.
Step 7: Approve documentation. Define certificates, inspection reports, plating data, and traceability before shipment.
Step 8: Monitor first production lots. Use early production data to confirm stability. Adjust control plans before full ramp-up.
This workflow is not complicated, but it prevents common mistakes. It helps buyers choose a manufacturer based on real capability rather than sales presentation.
How JUMAI supports custom rigid busbar projects
JUMAI is positioned for buyers who need custom copper busbars and related precision metal components rather than commodity copper strips. The company’s website presents a portfolio covering flexible and rigid copper busbars, braided copper busbars, deep-drawn components, precision stamping dies, and tooling solutions. This is useful for custom power distribution projects because the busbar often interacts with adjacent parts and manufacturing constraints.
For rigid busbar projects, JUMAI can support engineering discussion around conductor geometry, copper grade, punching quality, bend accuracy, deburring, plating, insulation windows, flatness, labeling, and packaging. The company’s rigid busbar-related content, including the rigid busbar design guide, custom rigid busbars for EV, energy storage, and data center applications, and rigid busbar buying guide for OEMs and industrial buyers, can help buyers frame technical and commercial questions before sending an RFQ.
JUMAI’s broader copper busbar content also helps customers compare rigid busbars with flexible and braided alternatives. For some static high-current systems, rigid busbars provide the best combination of ampacity, structural support, layout discipline, and repeatable assembly. For systems with movement, misalignment, or vibration, flexible or braided busbars may be more suitable. The choice should come from the application, not from habit.
A strong manufacturer should not force every customer into one product type. It should help the buyer decide whether rigid busbars, flexible busbars, braided busbars, or a mixed assembly is the safest and most economical solution.
Example: how two suppliers can quote the same drawing differently
Consider a custom rigid copper busbar for an energy storage power conversion cabinet. The drawing shows a 6 mm thick copper bar with two bends, eight punched holes, tin plating, and heat-shrink insulation. The annual demand is 20,000 pieces after validation.
Supplier A quotes quickly. The quotation says “copper busbar, tin plated, heat shrink, according to drawing.” The price is low. There is no material grade, no plating thickness, no burr standard, no inspection report, no packaging detail, and no tooling plan.
Supplier B asks several questions. What is the continuous current? What is the maximum cabinet temperature? Are the mating terminals copper or aluminum? Which surfaces must remain exposed after insulation? What torque and washer style will be used? Is the annual volume firm or only forecast? Does the buyer need material certificates and plating reports? Can one hole move 2 mm farther from the bend to reduce deformation risk? Should the prototype be made by the same route as production?
Supplier B may not be cheaper in the first quote. But Supplier B is revealing the actual project. If its DFM suggestion prevents one prototype loop, if its packaging prevents scratched plated surfaces, or if its tooling plan stabilizes production, the total program cost may be lower.
Buyer checklist before placing a purchase order
Before issuing a purchase order for custom rigid busbars, buyers should confirm the following points:
| Category | Confirmation question |
|---|---|
| Application | Have current, voltage, duty cycle, environment, and assembly conditions been shared? |
| Drawing | Is the latest revision controlled and clearly marked? |
| Material | Is copper grade, temper, thickness, and certificate requirement confirmed? |
| Geometry | Are functional tolerances separated from general tolerances? |
| Bending | Are bend radius, angle, grain direction, and hole-to-bend distance reviewed? |
| Surface | Are plating type, thickness, masking, contact zones, and appearance criteria defined? |
| Insulation | Are coating type, color, window position, dielectric requirement, and edge quality defined? |
| Inspection | Are key dimensions, sample size, measurement method, and report format agreed? |
| Packaging | Are scratch protection, flatness protection, batch labels, and export packing confirmed? |
| Documentation | Are material certificates, plating reports, compliance declarations, and traceability agreed? |
| Commercial | Are tooling cost, unit price, MOQ, lead time, quote validity, and payment terms clear? |
| Change control | Is supplier approval required before material, process, tooling, or revision changes? |
This checklist is simple, but it is powerful. It turns a vague copper-parts order into a controlled sourcing decision.
Common mistakes buyers should avoid
The first mistake is choosing a rigid busbars manufacturer only by price. Copper-intensive parts naturally attract price comparison, but the cheapest supplier may not control the process needed for custom power distribution work.
The second mistake is treating the drawing as complete when key operating data is missing. A busbar is not only geometry. Current, temperature, voltage, enclosure, environment, and assembly method all matter.
The third mistake is ignoring deburring and edge quality. Burrs are small, but they can damage insulation, affect contact, create handling risk, and make plating inconsistent.
The fourth mistake is specifying plating too casually. “Tin plated” is not enough for a serious RFQ. Buyers should define thickness, contact zones, masking, appearance, inspection, and storage expectations.
The fifth mistake is approving prototypes without checking real assembly. A dimensionally correct busbar can still be difficult to install if the sequence, tool access, or coating window is wrong.
The sixth mistake is failing to plan the production transition. A handmade sample may look perfect, but high-volume production requires tooling, fixtures, inspection, packaging, and traceability.
The seventh mistake is treating documentation as free and automatic. Documentation must be defined before order placement. Otherwise, shipment may be delayed or incomplete.
Final recommendation: choose the manufacturer that reduces uncertainty
The best rigid busbars manufacturer is not simply the one with the lowest price, the fastest reply, or the most impressive equipment list. The best manufacturer is the one that reduces uncertainty throughout the project.
It reduces electrical uncertainty by asking about current, temperature, voltage, and contact conditions. It reduces mechanical uncertainty by reviewing bend geometry, flatness, hole alignment, and assembly access. It reduces material uncertainty by defining copper grade, temper, conductivity, and certificates. It reduces surface uncertainty by controlling plating, insulation, masking, and edge quality. It reduces production uncertainty by connecting prototype methods to mass-production tooling and inspection. It reduces commercial uncertainty by explaining cost drivers, lead time, MOQ, packaging, and change control.
For custom EV, renewable energy, data center, switchgear, industrial cabinet, and high-current power distribution projects, rigid busbars are too important to source as generic copper parts. They are engineered conductors. They must fit, conduct, dissipate heat, withstand assembly, support compliance, and remain repeatable over time.
JUMAI’s value is strongest when buyers need a manufacturer that understands both copper busbars and precision metal forming. By combining custom rigid busbar manufacturing with flexible busbar knowledge, braided busbar options, deep-drawn components, stamping dies, and tooling support, JUMAI can help customers move from concept to sample, from sample to pilot, and from pilot to reliable production.
If your next project involves custom Rigid Busbars for a power distribution cabinet, EV battery system, energy storage unit, data center power module, switchgear assembly, inverter, or industrial equipment platform, begin with the application. Share the electrical envelope, mechanical layout, environment, production target, and documentation needs. Then choose the manufacturer that asks the right questions before making the part. That is how buyers protect both the project budget and the long-term reliability of the power system.